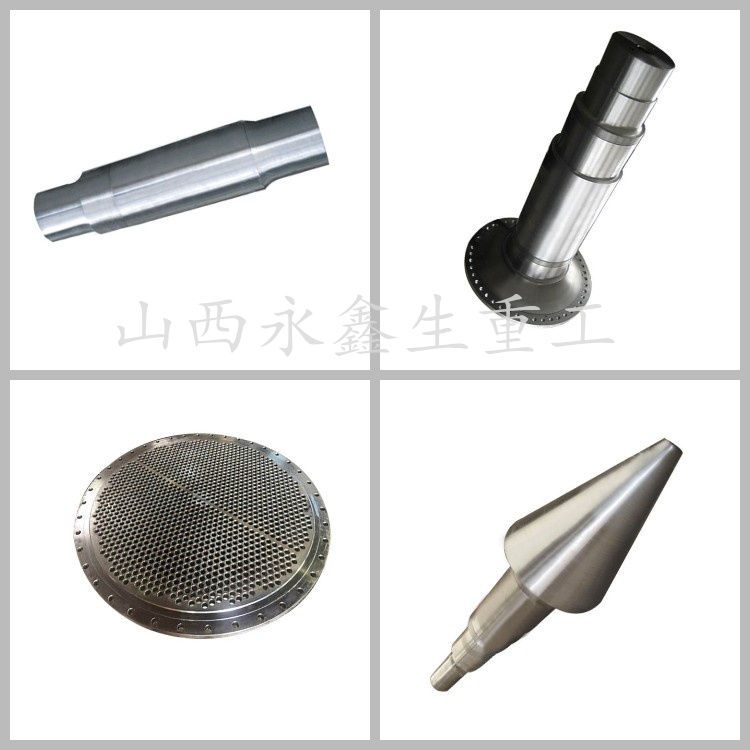
锻件外观质量怎么检查?
锻件的表面质量问题,特别是大型锻件尤为突出。对锻件的外观质量检查时,可以通过肉眼发现锻件缺陷产生的部位以及缺陷的类型、特点;在对其深度判断不清时,可以借助打磨、铲除或采用低倍和探伤来检查。锻件的一般外观质量缺陷可以有以下几类。
一、锻件表面缺陷
1.结疤和重皮
大型锻件较多见,特点是有一较易剥落的薄金属层(厚约2~5mm),当重皮剥落后便形成结疤。
2.氧化皮凹坑
由于长时间加热,形成的厚氧化皮(最厚达5mm)压入钢的表面形成。
3.麻点
对于大型锻件,是由氧化皮及钢锭表面质量不良而引起的;而小锻件则可能是酸洗过度而造成的。
4.压伤压痕
主要由于操作不当,如拔长时砧的边缘圆角太小、台阶轴切肩时、三角剁刀压印过深及搬运中形成的碰伤等。
二、可见性裂纹
1.常产生于轴类锻件上的纵裂、横裂和角裂。
2.锻件端部裂纹。
3.十字裂纹:一般常见于高合金钢、高铬钢拔长工序中坯料端部。
4.外侧表面裂纹:裂纹常见于镦粗时坯料鼓形上,由拉应力所形成。
5.锻件内孔裂纹:由于冲孔时裂纹多半从孔边缘径向出现,较浅可以铲除,而严重时裂纹会穿透锻件。
6.折叠裂纹:由于拔长和圆筒类锻件在摔圆时圆壁都可能产生此裂纹。
7.冷却裂纹:因冷却速度过快,锻件表面出现龟裂,尤其是高合金钢会出现该裂纹缺陷。
8.弯曲裂纹:产生于弯曲工序,当圆弧外侧受拉时,易产生裂纹,而内侧受挤产生压应力。
9.淬火裂纹:由于原材料、加热和淬火工艺等因素,使锻件淬火时产生裂纹。该裂纹可以产生在锻件的各部位,特别是应力集中的部位。
三、其它常见外观缺陷
1.自由锻件常见的切头不平整、不平滑、带毛刺、斜度较大。
2.自由锻件中阶梯形方、圆轴类锻件压肩不平整、有伤痕。
3.模锻件的错差严重,飞边切去后,残留量较大。
4.模锻件的棱角充不满,影响加工尺寸。
5.模锻件的出模斜度、圆角半径因设计或模具修理后超差过大。
上述内容都属于锻件外观质量检查的范围。
四、外观质量的检查方法
1.目测:用肉眼观察,凭经验判断。
2.理化检查:采用专门的理化方法如各种探伤方法进行检查。
