45# 材质外筒适配冷等压机 山西永鑫生重工稳定可靠
山西永鑫生重工股份有限公司深耕等静压设备配套领域多年,外筒作为冷等压机的核心承压部件,直接决定设备的压力承载上限与运行安全性。冷等压机作业压力通常在 100-600MPa,外筒需长期承受高压介质的径向载荷,材质选择需兼顾强度与经济性。经过长期实践验证,公司确定 45# 优质碳素钢为冷等压机外筒的常用生产材质,既满足作业需求,又能控制客户采购成本。
45# 碳素钢是机械制造领域应用广泛的基础材质,碳含量为 0.42%-0.50%,具备均衡的强度与韧性,其抗拉强度可达 600MPa 以上,屈服强度超过 355MPa,经调质处理后硬度稳定在 HB220-250 之间,能够承受冷等压机高压作业时的压力冲击,同时避免因材质脆性过高导致的突发性损坏。生产中,山西永鑫生重工对 45# 钢材采购渠道严格把控,仅选用宝钢、鞍钢等正规钢厂的合格坯料,每批次原材料均需通过光谱分析、力学性能检测,确保化学成分均匀、杂质含量符合 GB/T 699-2015 标准。
外筒锻件生产采用 “卷制 - 焊接 - 热处理 - 精密加工” 的标准化流程。首先根据外筒尺寸要求,将 45# 钢板进行数控切割下料,随后通过卷板机卷制成筒形,采用埋弧自动焊进行对接焊接,焊接过程中采用多层多道焊工艺,控制焊接电流与焊接速度,减少焊接应力与变形。焊接完成后,外筒需经过整体退火处理,退火温度控制在 600-650℃,保温 4 小时后随炉冷却,有效消除焊接残余应力,提升结构稳定性。
精密加工阶段,公司采用大型数控车床对外筒的内孔、外圆及端面进行加工,内孔作为承压面,表面粗糙度控制在 Ra1.6μm 以下,尺寸公差控制在 H8 级,确保与内筒的配合精度;外圆加工精度控制在 h7 级,保证与设备机架的安装适配性。为提升外筒的耐腐蚀性,表面采用喷漆处理,喷漆前进行喷砂除锈,确保漆膜附着力,可有效抵御潮湿环境下的锈蚀。

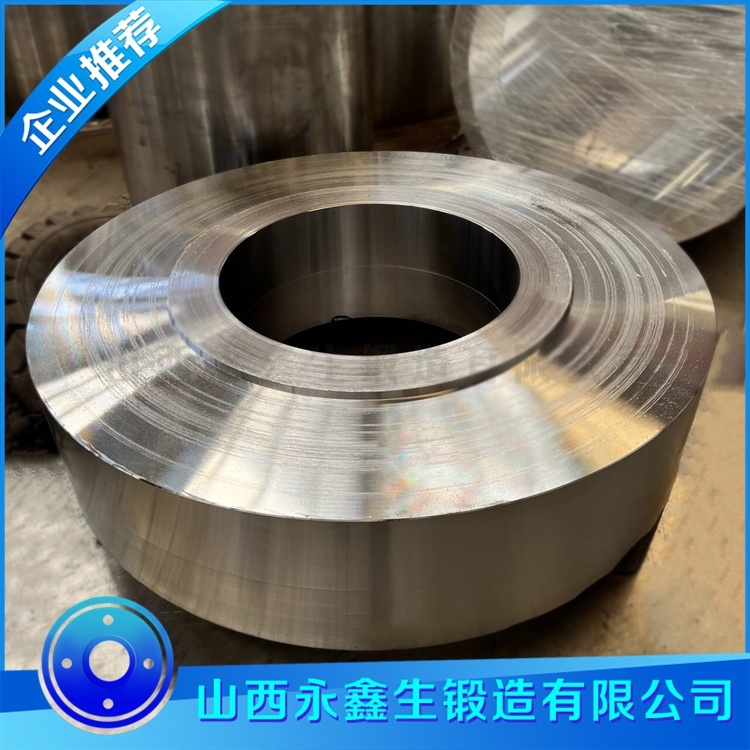
质量检测环节,外筒锻件需通过多项严格测试:采用超声波探伤检测焊缝质量,确保无裂纹、气孔、夹渣等焊接缺陷;通过水压试验模拟作业压力,施加 1.2 倍额定压力并保持 30 分钟,确保无渗漏;采用壁厚千分尺检测各部位壁厚,保证壁厚均匀性,偏差不超过 ±0.5mm。目前,公司生产的 45# 材质冷等压机外筒已配套于国内多家等压机生产企业,规格覆盖 Φ300-Φ2000mm,壁厚 10-50mm,某粉末冶金设备厂使用该外筒后,设备连续运行 18 个月未出现异常,外筒无变形、无渗漏,满足企业常态化生产需求。公司可根据客户提供的冷等压机型号、压力等级等参数,定制不同规格的外筒产品,同时提供完善的技术图纸支持。
