环形锻件 vs 铸造 / 焊接环:为什么关键设备只认锻件?
很多客户初期会问:“环形零件,铸造便宜、焊接快,为什么一定要用环形锻件?”答案很直接:铸造怕裂、焊接怕漏、关键工况只能靠锻件。下面用通俗语言把三者讲清楚,你一眼就能明白环形锻件的不可替代性。
一、铸造环:便宜但 “先天体弱”
铸造是把钢水倒进模具冷却成型,优点是便宜、形状随便做,但天生三大硬伤:
内部气孔、缩松、夹杂多:钢水冷却会收缩,形成空洞和疏松,这些都是应力集中点,受力易开裂;
晶粒粗大、强度低:自然冷却晶粒大、排列乱,抗拉强度比锻件低 30%–50%,疲劳寿命差 3–5 倍;
可靠性差,只能做非受力件:比如普通支架、护罩,绝对不能用在风电轴承、核电法兰、高压容器上。
二、焊接环:快但 “有缝就有风险”
焊接环是把钢板卷圆、焊接成环,优点是适合超大直径、交货快,但致命问题是焊缝:
焊缝是薄弱区:焊接热影响区晶粒粗、残余应力大,在交变载荷、高温、低温下易开裂、易泄漏;
焊缝质量不稳定:受焊工水平、环境影响,无损检测合格率难达 100%,核电、加氢等高危工况严禁使用;
整体强度差:金属流线被焊缝切断,受力不均,长期运行风险高。
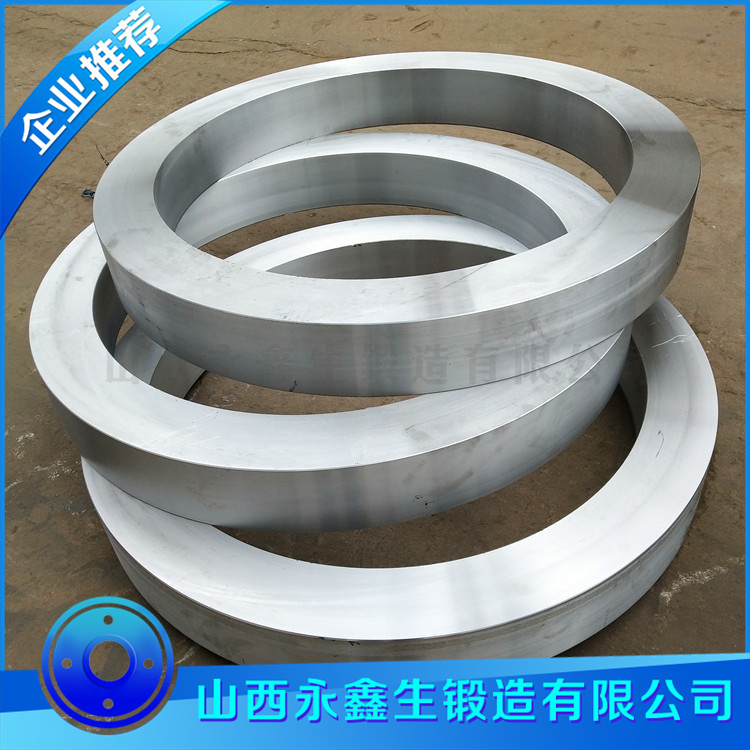
三、环形锻件:一整块钢 “揉” 出来的无缝强者
环形锻件是把钢锭加热、锻打、冲孔、辗扩,一整块金属直接变成圆环,无缝无焊、整体受力。核心优势(通俗版):
内部 “实心” 无缺陷:万吨压力把气孔、疏松全部压合,金属致密,像实心钢一样可靠;
晶粒细、流线顺,强度翻倍:锻造把晶粒打碎、细化,金属流线沿圆环圆周连续分布,抗拉、冲击、疲劳强度远超铸造和焊接;
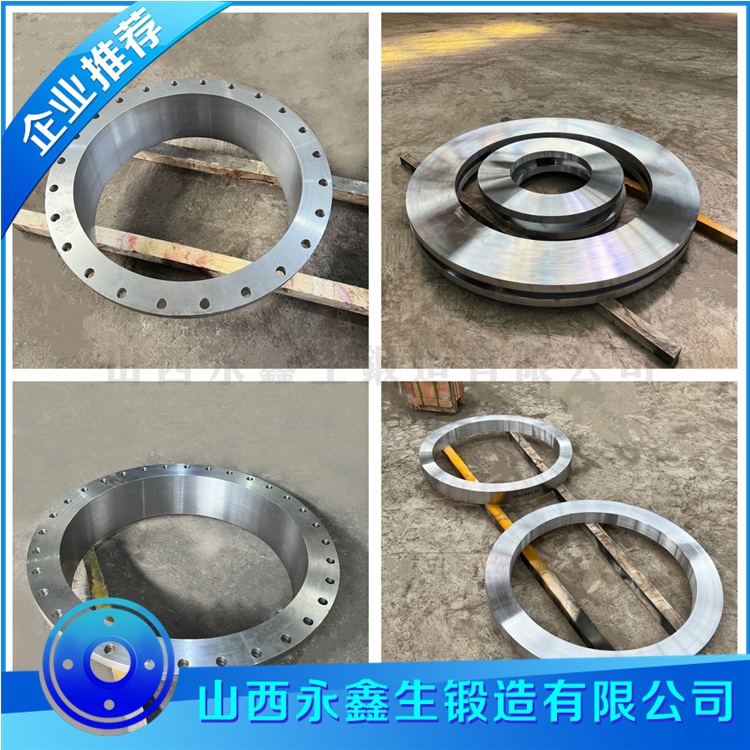
无缝无焊,安全最高:整体成型,没有任何拼接缝,高温高压下不漏、不裂,适合核电、加氢、航空发动机等极限工况;
材质纯净,可定制高端材质:合金结构钢、不锈钢、高温合金、钛合金,从 - 196℃到 1000℃都能扛;
尺寸精度高、一致性好:数控辗环 + 精加工,圆度、同轴度、壁厚差控制精准,批量生产质量稳定。
四、三大工艺对比(简单好记)
铸造环:便宜、易做 → 内部气孔多、强度低、寿命短 → 非关键、低载荷部位;
焊接环:大尺寸、快 → 有焊缝、易裂漏、风险高 → 低要求、非高危部位;
环形锻件:强度高、无缝、可靠 → 内部致密、流线连续、寿命长 → 风电、核电、加氢、航空、高铁等关键受力 / 高压 / 高温部位。
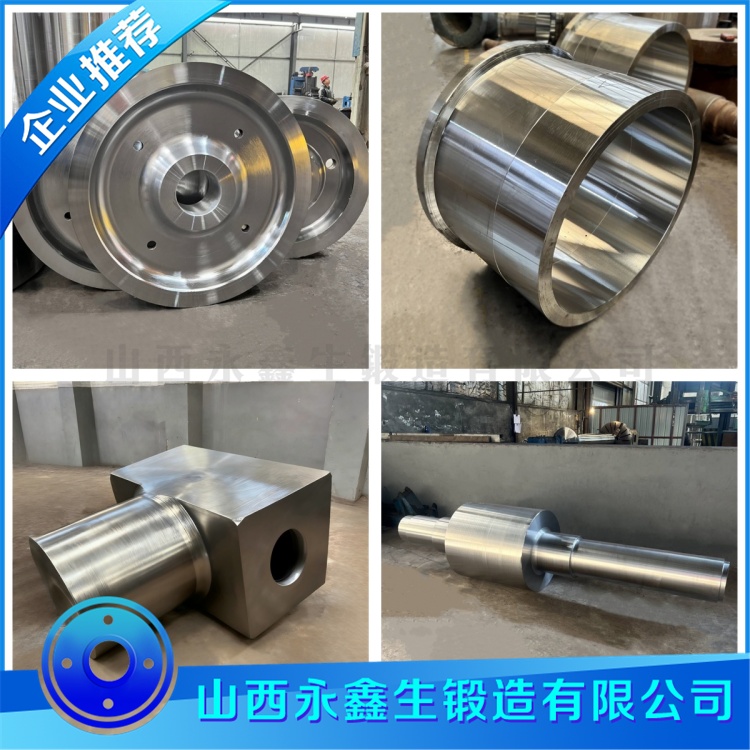
五、山西永鑫生重工:只做靠谱的环形锻件
我们不做铸造、不做焊接环,专注高品质环形锻件,为客户解决 “安全、可靠、长寿命” 问题。
设备硬:15000 吨自由锻油压机、大型数控辗环机、7.5 米超大型热处理炉、全套无损检测设备;
工艺严:从钢锭进厂光谱 + UT 双检,到加热、锻造、热处理、精加工、终检,100% 过程控制、100% 无损探伤、100% 力学性能合格;
案例多:服务风电、核电、石油化工、航空航天、工程机械等行业,交付直径 1 米–10 米、重量 1 吨–50 吨环形锻件,零质量事故。
六、结语:关键设备,不差钱买安全
环形锻件单价高于铸造、焊接环,但全寿命周期成本更低、风险更低、停机损失更少。山西永鑫生重工建议:凡涉及人身安全、高压高温、长期连续运行的关键环形零件,一律用环形锻件,不要省小钱、冒大险。
