大型筒体锻件全流程自由锻制造工艺解析 —— 山西永鑫生重工标准化生产实操
筒体锻件是压力容器、加氢装置、核电设备、冶金轧机、重型液压装备的核心承压主体部件,中空长筒结构承载持续高压、交变冲击、高低温循环载荷,对金属内部致密度、纵向 / 周向金属流线均匀性、壁厚尺寸一致性、整体力学性能均匀度有着远超普通环形锻件的严苛标准。山西永鑫生重工股份有限公司深耕大型筒体自由锻生产二十余年,厂区坐落于山西定襄锻造产业基地,依托自有 15000 吨自由锻油压机、多台分段蓄热式加热炉、7.5×7.5×21 米大型台车热处理炉、8 米数控卧车 / 立车、800㎡独立一级理化实验室,构建从钢锭进厂到成品出厂一体化闭环产线,可生产最大外径 7.5 米、最大长度 12 米、单件最大 120 吨各类筒体锻件,覆盖碳钢、低温容器钢、合金耐热钢、不锈钢、双相钢、核电专用锰镍钼合金钢全品类材质,全程严格遵循 T/CCMI 17—2022《锻轧式大型筒形锻件通用技术条件》、GB/T 6402、JB/T4730 承压设备无损检测标准组织生产。本文结合车间一线真实生产工序,完整拆解筒体锻件十二道标准化制造流程,客观阐述各环节工艺参数、管控难点与品质保障逻辑。
原材料管控是筒体锻件杜绝先天冶金缺陷的第一道防线,筒体产品服役周期普遍长达 10 至 60 年,钢锭纯净度直接决定长期运行安全,永鑫生重工全部筒体原料均采购国内头部钢厂真空电弧炉 + 真空脱气精炼钢锭,高端核电、加氢工况采用电渣重熔 ESR 钢锭,坚决不使用回收废钢回炉坯料。主流配套材质包含 Q345R、16MnDR 低温容器钢、42CrMo、15CrMoR、2.25Cr1Mo0.25V 加氢钢、304/316L 奥氏体不锈钢、2205 双相钢、SA-508 Gr.3 核电专用合金钢,根据客户设备介质、温度、压力单独定制材质方案。钢锭进厂后统一送入理化实验室完成三重强制前置检测:台式直读光谱仪多点截面扫描全合金元素,严控硫、磷有害杂质,常规合金钢 S≤0.015%、P≤0.02%,核电筒体硫磷控制至 0.005% 以内;整支钢锭 100% 超声波 UT 全覆盖探伤,彻底筛查中心缩孔、轴向分层、大型非金属夹杂;截取钢锭端头本体试样开展常温拉伸、硬度预试验,三项检测全部出具加盖检测章合格报告后方可分区入库,钢锭单独喷涂熔炼炉号、熔炼批次,实现原料全溯源。下料工序采用数控锯床精准分段,规避火焰切割造成端面渗碳、裂纹缺陷,工艺工程师根据筒体成品外径、内径、长度、加工余量、锻造比精准计算坯料重量,常规压力容器筒体总锻造比≥3,核电、加氢厚壁筒体锻造比提升至 4 以上,充足多道次变形能够彻底打碎钢锭铸态粗大晶粒、压实中心疏松孔洞,从源头提升筒体整段金属致密度。下料完成后坯料喷涂唯一流转编号,绑定订单、炉号、材质信息,全流程工序同步记录,杜绝混料、错料问题。
第二道工序为分段梯度智能加热,筒体坯料截面厚度跨度 200mm 至 600mm,厚壁坯料直接高温升温极易产生巨大热应力,引发内部微裂纹。公司配备多台大型蓄热式台车加热炉,搭载全域多点红外测温模块,炉温控制精度稳定 ±5℃,针对不同材质定制专属阶梯升温曲线。低温预热段≤650℃升温速率控制≤50℃/h,缓慢释放坯料内部原始应力;中温段匀速升温消除温度梯度;高温始锻区间恒温充分保温,保温时长按照坯料截面每 100mm 保温 1.5h 计算,保证坯料芯部、表层温度完全统一。碳钢、低合金钢始锻温度 1180-1220℃;316L 不锈钢锻造区间 1080-1120℃,缩短高温保温时长避免晶粒异常长大;核电合金钢严格控制高温停留时间,防止元素偏析;铝合金筒体采用低温 420-540℃低速升温。加热完成后由全自动耐高温夹钳快速转运至锻造工位,缩短露天转运时间,减少表层温降,保障全程锻造塑性稳定。
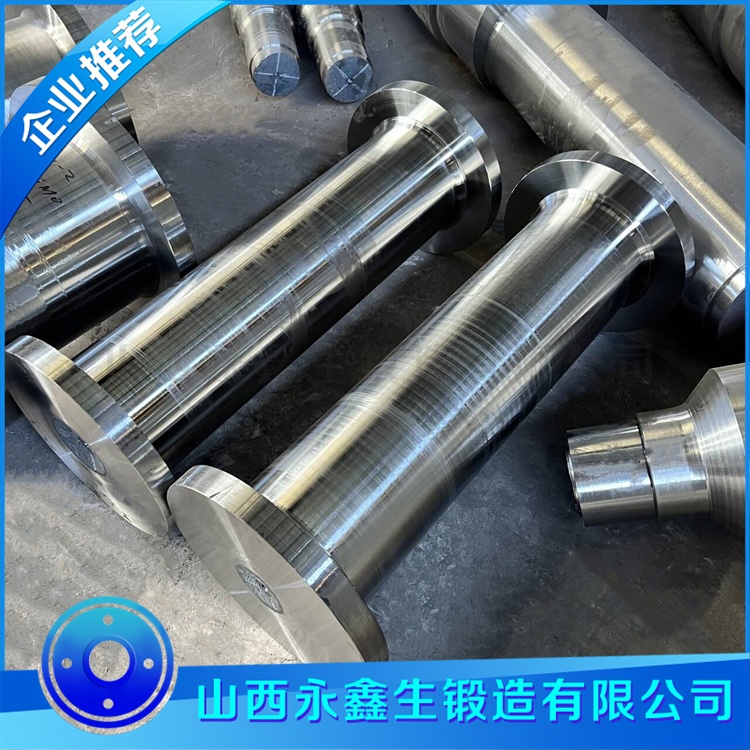
筒体核心自由锻成型工序分为多次镦粗、定心冲孔、芯棒拔长、马架扩孔、端面精整五大步骤,全部依托 15000 吨自由锻油压机完成。第一步双层叠镦压实,分两次渐进式镦粗,单次变形量控制 25%-30%,总变形量达到 60% 以上,大吨位压机轴向充分挤压坯料,彻底消除钢锭中心疏松、气孔,大幅提升筒体壁厚方向致密性,单次镦粗完成后倒棱消除鼓形应力集中。第二步高温定心冲孔,冲孔温度不低于 950℃,配套大圆弧过渡专用冲头,芯棒提前预热至 300-400℃,避免孔壁激冷开裂,冲孔预留充足扩孔余量,严格控制冲孔偏心度≤2mm,保证后续拔长后筒体壁厚均匀。第三步芯棒拔长,为筒体纵向成型核心工序,将冲孔空心坯穿入预热芯棒,放置于马架工装之上,压机宽砧匀速压下,砧宽比≥0.8,每道次变形量 20%-30%,多火次分段拔长,逐步延伸筒体整体长度,同步细化纵向金属晶粒,消除轴向组织不均。第四步马架周向扩孔,逐圈均匀旋转坯料,每火次扩孔变形量控制 15%-20%,持续扩大筒体外径、均匀减薄壁厚,全程激光实时监测外径、壁厚,一旦坯料温度低于终锻温度(碳钢≥800℃、合金钢≥850℃)立即回炉补温,杜绝低温锻打产生内部微裂纹。第五步端面平整精整,筒体整体尺寸达标后二次入炉补温,压机上下砧同步压实两端面,校正拔长、扩孔带来的端面倾斜、长度偏差,统一毛坯总长尺寸。锻造成型后进入专属锻中检验工位,激光测厚仪沿筒体圆周每 30° 采集壁厚数据,目视全面排查内外表面折叠、磕碰、裂纹,椭圆度、壁厚偏差超标的毛坯直接回炉重锻,不流入粗加工工序,提前规避后端高额加工损耗。
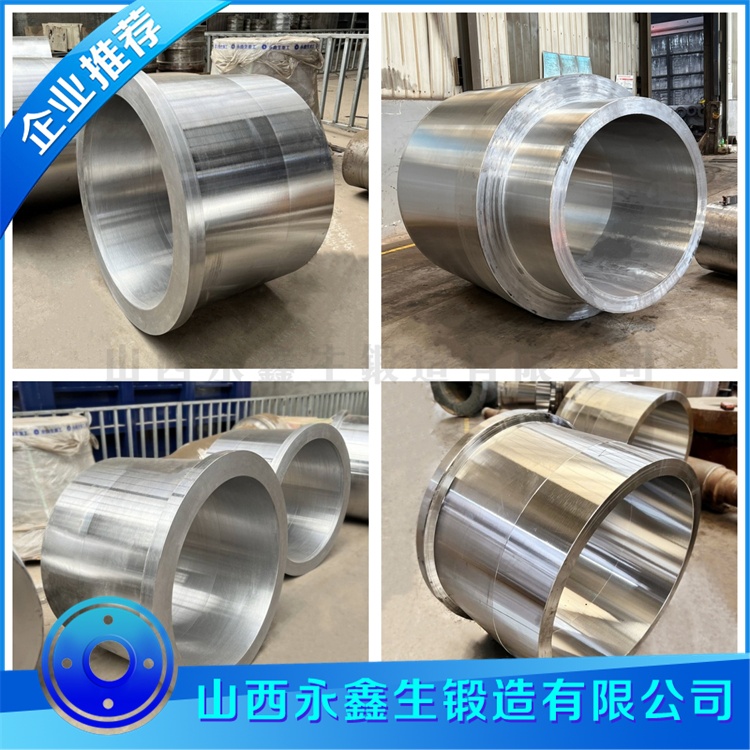
锻后粗加工去除筒体表面高温氧化皮、表层脱碳层,车间配备 1.25 米至 8 米全系列数控卧式车床、重型数控立车,粗车外圆、内孔、两端面,统一预留 2-3mm 均匀精加工余量,粗加工过程深度打磨清理表层细微缺陷,浅层氧化凹坑打磨修复,深层裂纹、分层缺陷毛坯直接报废处理。
热处理是决定筒体锻件综合力学性能的不可逆核心工序,企业 7.5×7.5×21 米大型台车调质炉、不锈钢专用独立固溶炉、核电专用热处理工位分区隔离,炉内布置 20 组以上热电偶全域测温,整炉温差稳定控制 ±5℃,可一次性立式装载单件 120 吨、12 米超长筒体锻件,每炉同步放置同材质标准拉伸、冲击试棒与筒体同炉升温、保温、冷却,确保性能数据真实匹配筒体本体。针对不同工况筒体定制专属热处理方案:常规承压合金钢筒体采用淬火 + 高温回火调质处理,平衡强度与低温冲击韧性;16MnDR 低温压力容器筒体增加正火预处理,细化晶粒保障零下 - 40℃低温冲击达标;316L 奥氏体不锈钢筒体执行 1040-1100℃高温固溶水冷,冷却速度≥300℃/ 分钟,抑制晶间碳化物析出,杜绝晶间腐蚀;2.25Cr1Mo0.25V 加氢筒体采用分段控温调质,严格控制回火时间,抗氢致开裂性能达标;核电锰镍钼合金钢筒体执行正火 + 双重回火工艺,稳定高温辐照后力学性能。热处理出炉后试棒第一时间送入理化实验室完成全套力学、金相检测,抗拉、屈服、延伸、高低温冲击、硬度任意指标不达标,整炉筒体全部重新热处理,复检合格后方可流转精加工。
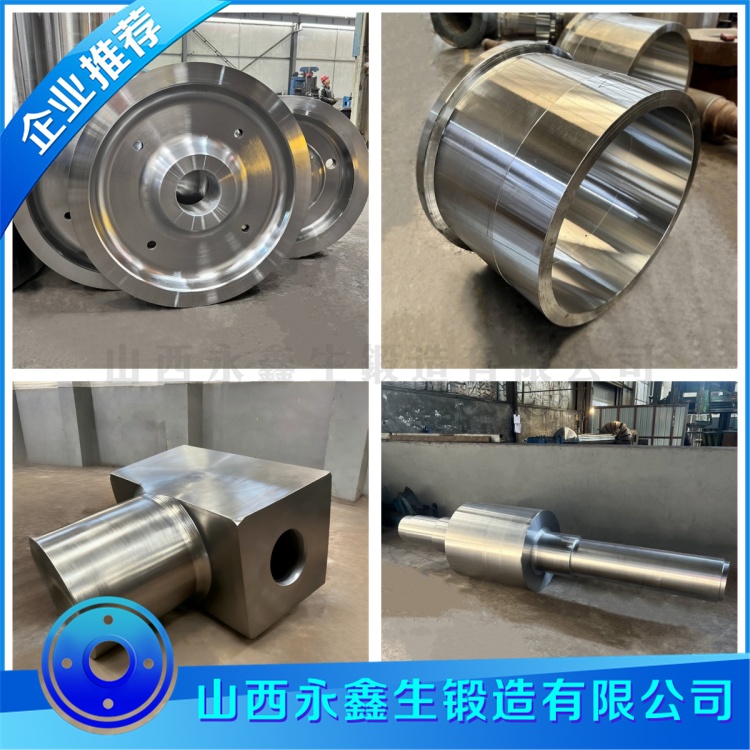
精加工阶段依托重型数控卧车、龙门数控钻床、坡口专用加工设备完成精密尺寸加工,压力容器筒体密封法兰端面精加工粗糙度 Ra≤1.6μm,核电筒体内孔配合面磨削后 Ra≤0.8μm,筒体全长直线度≤0.05mm/m,两端面平行度≤0.04mm,焊接坡口角度 30°±2°、钝边 1-2mm,尺寸公差严格对标国标承压设备要求。加工全程搭载在线激光尺寸检测仪,每件筒体自动记录外径、内径、全长、壁厚、直线度数据,建立电子尺寸检测台账。
精加工完成后进入出厂全维度无损检测关卡,理化实验室持有二级及以上资质无损检测人员 100% 全覆盖探伤:碳钢、合金钢铁磁筒体执行 UT 超声波全壁厚扫查 + MT 磁粉表面探伤;不锈钢、双相钢非铁磁筒体执行 UT+PT 渗透探伤;壁厚大于 200mm 厚壁加氢、核电筒体追加 RT 射线分层复检,内部缺陷当量严格执行标准,常规筒体不超过 φ2mm 平底孔,核电筒体缺陷上限仅 φ1mm 平底孔,表面微裂纹零容忍,所有探伤波形图谱、检测点位记录纸质 + 电子双重存档永久留存。
检测合格后在筒体 1/4 壁厚规定取样位置截取本体试样,开展常温、高低温冲击、金相夹杂物评级、晶粒度检测,加氢、海上化工筒体额外增加晶间腐蚀、抗氢致开裂 HIC 专项试验,核电筒体追加高温拉伸、辐照模拟性能试验,全部力学、金相、腐蚀数据整理编入成套质量证明书。最后完成筒体内外表面喷砂清理、防锈油喷涂、钢印标识,每件筒体打钢印唯一编号、炉号、材质、规格、出厂日期,配套完整钢厂材质单、热处理曲线、全套无损探伤报告、力学金相试验报告统一打包防护发货,全程支持客户、第三方监造进厂旁站复检。
综合来看,超长厚壁筒体锻件制造是材料冶金、分段加热、多道次自由锻成型、精准热处理、精密机加工、多层级无损理化检测高度融合的系统工程,任何一道工序参数偏差都会造成筒体整体性能分层、承压失效。山西永鑫生重工所有筒体锻造、热处理、探伤、精加工核心工序全部厂区自主完成,不外协转包、不分段焊接,依托 15000 吨油压机大吨位压实能力、超大容积台车热处理炉、独立完整理化检测实验室,稳定产出全规格标准、非标筒体锻件,适配压力容器、核电、加氢、冶金、重型液压装备长期高压、重载、腐蚀、低温严苛工况,以全流程可追溯标准化制造体系,保障每一件筒体锻件内部组织均匀、力学性能稳定、长期服役安全可靠。
