压力容器专用筒体锻件技术标准与永鑫生重工一体化量产制造优势
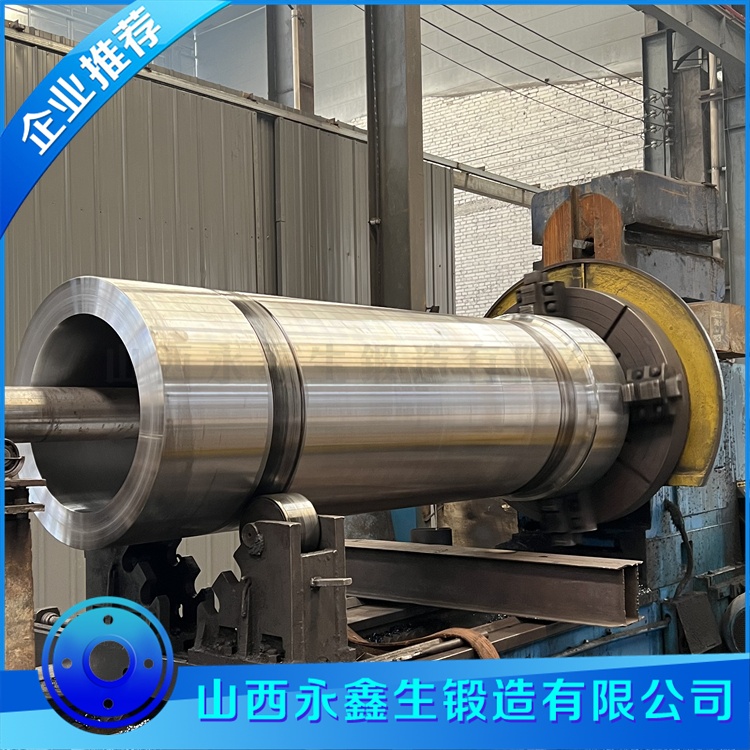
国内化工、能源装备行业压力容器大型化、高压化趋势持续提速,加氢反应器、高压换热器、低温储罐、油气分离设备核心承压筒体锻件需求量逐年上涨,压力容器筒体长期承受内部高压介质、温度循环波动、氢脆 / 氯离子腐蚀复合工况,设计使用年限普遍 15 至 30 年,国家 TSG21-2023 承压设备规范、GB150 压力容器标准对筒体锻件纯净度、低温冲击韧性、内部致密性、无损检测等级提出强制性硬性要求,制造门槛远高于通用机械筒体。山西永鑫生重工股份有限公司专注压力容器筒体锻件批量生产十余年,常年为国内头部化工、能源装备企业配套一体化整体筒体,依托 15000 吨自由锻油压机、完整马架芯棒拔长扩孔工装、7.5 米大型台车调质炉、压力容器专项理化检测工位,可生产外径 600mm 至 7.5 米、长度 12 米以内、单件 120 吨以下整体压力容器筒体,年产各类承压筒体锻件超 800 支,严格按照承压设备锻件强制标准、客户监造规范组织生产,本文结合压力容器筒体特殊服役工况,客观梳理行业强制技术门槛,详细阐述永鑫生重工适配压力容器产业的专属制造体系与一线实操优势。
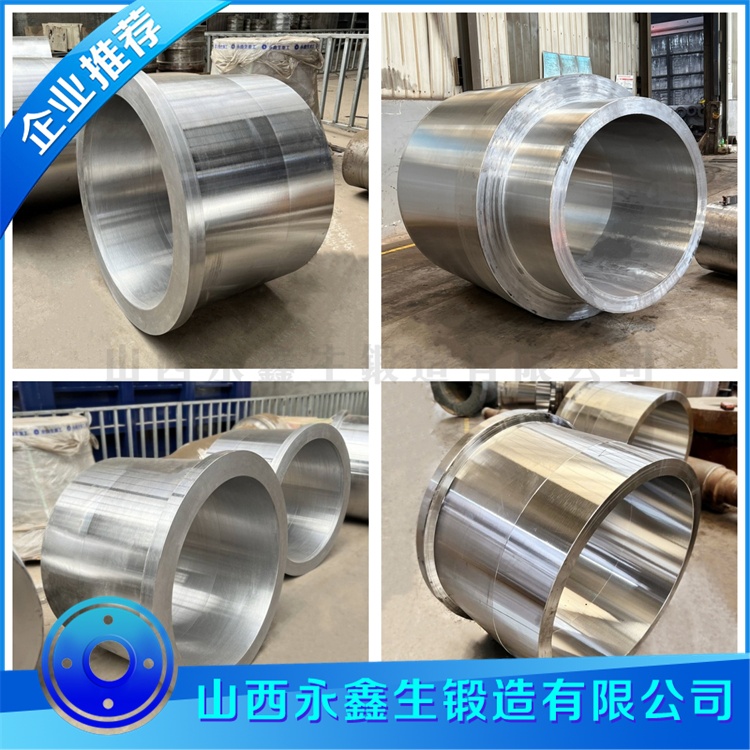
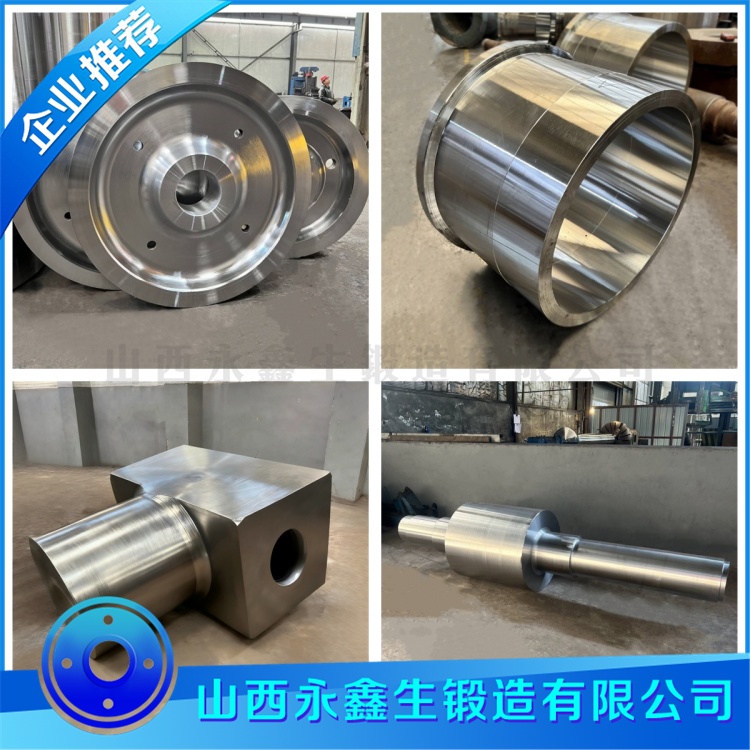
压力容器筒体锻件按照使用工况分为常温低压、低温承压、高温高压、加氢临氢腐蚀四大类别,四类筒体材质、力学指标、检测标准梯度差异明显。常温低压储罐筒体主流材质 Q345R,主要承受常压至 4MPa 常规压力,工况无剧烈温度波动;低温压力容器筒体采用 16MnDR、09MnNiDR 低温容器专用钢,应用于液氮、液氧、液化天然气储罐,要求 - 40℃超低温冲击性能达标;高温高压换热器筒体选用 15CrMoR、12Cr2Mo1R 耐热合金钢,长期 250-450℃高温、10-16MPa 高压运行;加氢反应器筒体核心材质 2.25Cr1Mo0.25V 抗氢钢,临氢环境下杜绝氢致裂纹、氢鼓包缺陷,部分海水化工设备筒体选用 316L、2205 双相不锈钢,抵御氯离子点蚀、晶间腐蚀。从结构形式划分,压力容器筒体分为光筒、带法兰一体化筒体、变径阶梯筒体三类,一体化带法兰筒体无需焊接拼接,整体金属流线连续无断裂,承压密封性、抗疲劳性能远优于分段焊接筒体,是当前高端高压设备主流选型。
行业压力容器筒体锻件强制量化技术指标,是永鑫生重工全工序生产执行核心依据。力学性能层面:Q345R 筒体抗拉≥510MPa,常温冲击 KV2≥34J;16MnDR 低温筒体 - 40℃冲击功≥27J;2.25Cr1Mo0.25V 加氢筒体调质后抗拉 540-680MPa,-20℃冲击≥47J,回火脆性敏感系数严格管控。金相组织统一要求晶粒度不低于 5 级,A/B/C/D 四类非金属夹杂物综合评级≤1.5 级,不允许出现严重带状组织、局部混晶、元素偏析。无损检测执行 JB/T4730Ⅱ 级合格标准,筒体粗加工后 100% 全壁厚超声波 UT 探伤,内部不允许存在超过 φ2mm 平底孔当量缺陷,内外表面、焊接坡口区域 100% MT/PT 探伤,微裂纹、折叠缺陷零让步接收;壁厚超过 300mm 厚壁加氢筒体增加分层 RT 射线复检。尺寸精度管控:筒体全长直线度≤0.05mm/m,圆周壁厚均匀偏差≤±1.5mm,两端法兰端面平行度≤0.04mm,法兰螺栓孔位置度≤0.1mm,保证设备组装密封严实,长期运行无介质渗漏、应力偏移。金属流线硬性要求:筒体纵向、周向金属纤维完整连续,无切断、折叠、交叉流线,大幅降低长期交变压力下疲劳裂纹萌生概率。
针对压力容器筒体大尺寸、厚壁厚、高性能、批量稳定交付需求,永鑫生重工搭建承压筒体专属智能化产线,硬件配置、工艺方案全部针对压力容器严苛标准优化升级。原材料环节,所有承压筒体钢锭统一采用真空精炼钢锭,加氢、低温筒体升级电渣重熔坯料,严格控制钢中氢含量≤1.5ppm,规避临氢工况氢脆风险;每批次钢锭附带钢厂原厂熔炼、探伤报告,进厂后光谱、UT 探伤双重复检留存完整记录,不锈钢筒体额外检测 PREN 点蚀当量,保障海水腐蚀工况耐蚀性能达标。下料锻造阶段,针对 7 米级超大直径、12 米超长筒体优化多次镦粗、芯棒拔长、马架扩孔复合工艺,15000 吨油压机分层均匀施压,保证筒体全长、全壁厚变形充分,毛坯壁厚误差控制在 ±1.5mm 以内,减少精加工去除量,提升材料利用率,同时完整保留连续纵向金属流线,杜绝分段焊接带来的性能薄弱区。
热处理是压力容器筒体性能把控核心环节,企业 7.5×7.5×21 米大型台车调质炉可立式一次性装载多支 6-12 米超长筒体,炉内 20 组多点温度传感器实时监控,整炉温差稳定控制 ±5℃,规避超长筒体上下、内外热处理性能分层问题。常规碳钢、低合金承压筒体采用完整调质处理,匹配分级淬火冷却系统与高温回火工艺,同步平衡强度与低温韧性;低温筒体增加一次正火细化晶粒工序;加氢抗氢筒体延长回火保温时长,降低回火脆性;不锈钢筒体独立固溶水冷,快速抑制碳化物析出。每炉筒体同炉放置多组拉伸、高低温冲击试棒,热处理完成立即送检,低温冲击、硬度任意指标不合格整炉重新调质,绝不流入精加工工序。
精加工车间配备 8 米重型数控卧车、大型龙门数控钻床、专用坡口加工设备,适配一体化带法兰筒体数百个螺栓孔同步精准加工,数控系统自动分配钻孔坐标,保证孔距、位置度精度;筒体密封法兰端面采用低速精车工艺,粗糙度稳定控制 Ra≤1.6μm,无需二次磨削即可满足高压密封装配要求;不锈钢化工筒体精加工后增加钝化防腐处理,提升海洋、强酸工况耐腐蚀能力。
检测体系设立压力容器专项检测独立工位,配备 - 60℃超低温冲击试验机、氢致开裂 HIC 试验装置、大型激光筒体直线度扫描仪、全自动数字超声波探伤设备。所有压力容器筒体执行 100% UT+MT/PT 双重无损全检,加氢、核电筒体追加分层射线复检;成品采用三坐标、激光扫描仪全域扫描筒体全长、外径、壁厚、直线度、法兰平面度,自动生成完整尺寸检测报告;低温、加氢筒体额外开展 500 小时中性盐雾、抗氢开裂专项试验。每支压力容器筒体出具专属成套质保文件,包含材质光谱报告、完整热处理升温保温冷却曲线、全段探伤图谱、高低温冲击力学数据、全尺寸检测记录,全套资料随货同步交付,完全满足压力容器整机厂入库审核、第三方监造、特种设备报备要求。
交付与定制服务层面,永鑫生重工可根据客户压力容器图纸、设计压力、介质温度、腐蚀工况 3 个工作日完成全套工艺拆解评审,小批量研发试样 7-10 天交付,大批量常规承压筒体月稳定产能 80 余支,7 米级、百吨级一体化超大筒体单件生产周期 35-45 天,全程无外协分段锻造、焊接工序,相比分段外协拼接筒体缩短交付周期 15 天以上。成品筒体内外喷涂防锈油,两端法兰加装防护盖板,整体防水塑料膜包裹、定制重型木托加固包装,适配长途陆运、海运,避免运输磕碰、锈蚀损伤筒体密封面、加工配合面。
当前国内化工、氢能、LNG 低温装备行业持续扩张,压力容器筒体市场需求稳步增长,但多数中小型锻造企业受限于压机吨位、热处理炉有效长度、全套承压专项检测能力,无法稳定生产 7 米级、12 米超长一体化厚壁筒体,只能采用分段锻造焊接拼接方案,筒体存在焊缝性能薄弱区,承压安全隐患突出。山西永鑫生重工依托自有万吨级自由锻设备、超大容积台车热处理炉、全套压力容器专项理化检测设备,筒体锻造、热处理、探伤、精加工全工序自主生产,无外包转包环节,从钢锭原料到成品出厂全流程数据永久留存,能够稳定满足常温、低温、高温高压、临氢腐蚀全品类压力容器筒体批量量产与非标定制需求,以标准化承压专用工艺、多层级严苛检测体系,匹配国内能源化工装备产业高质量国产化发展长期需求。
