筒体锻件芯棒拔长 + 马架扩孔成型工艺原理与实操优势 —— 永鑫生重工自由锻筒体核心成型技术
筒体锻件主流成型工艺分为分段焊接拼接、整体自由锻芯棒拔长马架扩孔两大路线,分段焊接筒体存在焊缝性能薄弱区、金属流线断裂、长期高压疲劳寿命短、腐蚀介质易沿焊缝渗透泄漏等固有缺陷,仅适用于低压、低载荷通用设备;整体自由锻芯棒拔长 + 马架扩孔成型工艺依靠 15000 吨大吨位自由锻油压机配合专用芯棒、马架工装,一次性整体锻造成型完整中空长筒,筒体纵向、周向金属纤维连续环绕无切断、无拼接焊缝,整体致密度、抗疲劳、承压、耐腐蚀性能全面优于焊接筒体,是压力容器、核电、加氢、重型冶金高端筒体锻件唯一合规成型工艺。山西永鑫生重工股份有限公司配套数十套不同规格预热芯棒、马架支撑工装,覆盖内径 300mm 至 6 米、长度 12 米全尺寸筒体成型需求,依托自有 15000 吨自由锻油压机完成前期多次叠镦制坯,构建 “钢锭加热 — 双层叠镦压实 — 定心冲孔 — 芯棒分段拔长 — 马架周向均匀扩孔 — 端面精整” 一体化筒体成型生产线,结合二十余年筒体自由锻实操经验,持续优化多道次变形参数、分段温控、工装匹配方案,稳定产出壁厚均匀、组织致密、流线完整的超长厚壁筒体锻件,本文客观讲解芯棒拔长 + 马架扩孔自由锻成型完整工艺原理、核心技术优势,结合企业真实筒体生产案例说明该成型工艺落地应用核心价值。
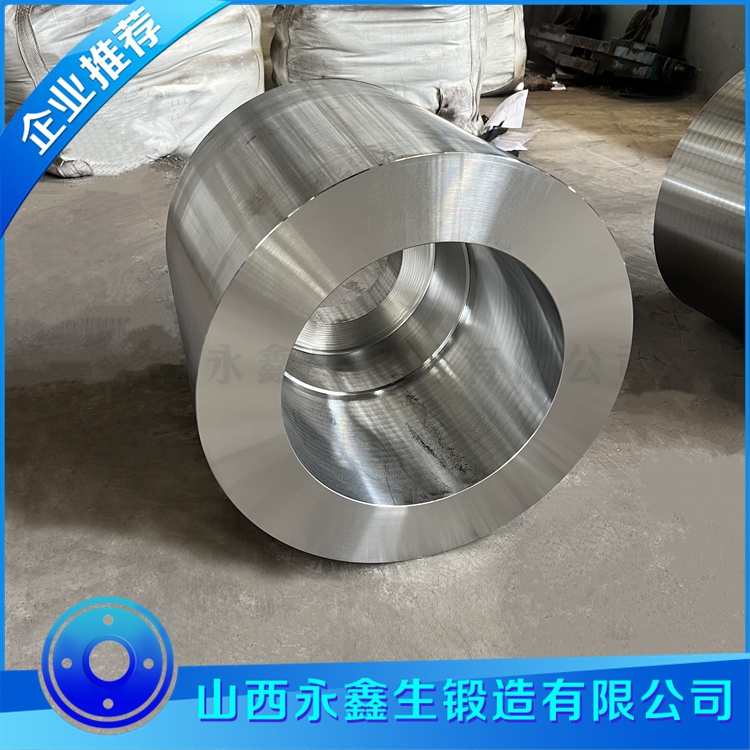
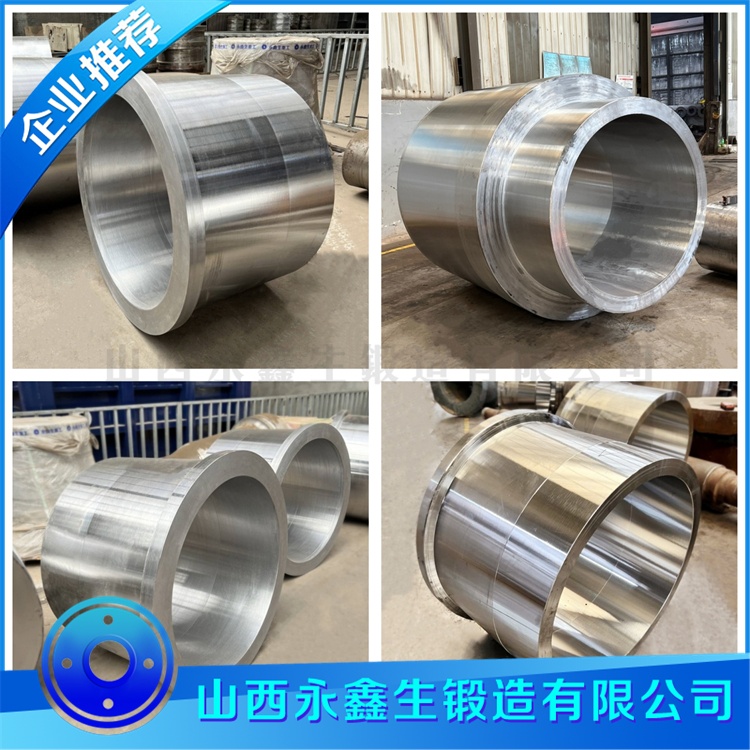
筒体自由锻芯棒拔长、马架扩孔完整成型工艺分为六大标准化操作步骤,工艺核心逻辑为多火次、小变形、均匀渐进式塑性变形,充分打碎钢锭铸态疏松、细化晶粒,同时完整保留连续环形、纵向金属流线。第一步钢锭分段梯度加热,按照材质专属升温曲线缓慢升温至始锻温度,保证厚壁钢锭内外温度均匀,规避锻造热应力裂纹;第二步双层叠镦制坯,采用两次平板叠镦工艺,单次变形量控制 25%-30%,总变形量达到 60% 以上,大吨位压机轴向充分压实钢锭中心区域,彻底消除钢锭原始中心缩孔、轴向疏松、成分偏析,镦粗完成后倒棱去除鼓形应力集中边角,为后续冲孔做准备;第三步高温定心冲孔,坯料保温维持 950℃以上高温,使用大圆弧过渡专用冲头中心冲孔,配套预热至 300℃以上芯棒,防止孔壁激冷产生表层微裂纹,严格控制冲孔偏心度≤2mm,避免后续拔长筒体全长壁厚偏差超标;第四步芯棒分段拔长,为筒体纵向延伸成型核心工序,将冲孔空心坯穿入预热芯棒,放置于马架 V 型支撑工装之上,压机宽砧匀速下压,砧宽比稳定≥0.8,每道次变形量 20%-30%,多火次分段逐步延伸筒体整体长度,每完成一段拔长旋转坯料均匀受力,避免筒体单侧壁厚减薄,全程实时监测筒体长度、外径尺寸,达到半成品外径尺寸后转入扩孔工序;第五步马架周向均匀扩孔,驱动工装缓慢旋转筒体坯料,压机分次径向挤压筒体外壁,每一圈旋转完成 15%-20% 小幅扩孔变形,多圈循环均匀减薄筒体壁厚、扩大整体外径,全程红外测温监控筒体表面温度,低于终锻温度立即回炉补温,杜绝低温锻造恶化内部组织;第六步端面精整校正,筒体外径、内径、全长尺寸接近成品毛坯标准后二次入炉补温,压机上下平砧同步压实筒体两端面,校正拔长、扩孔带来的端面倾斜、全长锥度,统一毛坯总长尺寸,完成筒体整体锻造成型。成型结束后筒体锻件毛坯送入保温坑缓冷,释放大部分锻造残余应力,降低后续热处理变形风险。
从筒体内部组织、尺寸精度、长期服役性能、生产成本四大维度对比分段焊接筒体、小型简易扩孔筒体,芯棒拔长 + 马架均匀扩孔整体自由锻成型工艺具备五大不可替代核心优势。第一,筒体锻件金属流线完整连续无断裂,芯棒拔长过程金属沿筒体纵向平缓流动,马架扩孔阶段金属沿圆周均匀延展,筒体全长、全壁厚金属纤维连续环绕,无焊缝、无拼接切断流线,筒体抗交变疲劳、抗冲击性能提升 40% 以上,长期高压循环载荷下疲劳裂纹萌生周期大幅延长,完美适配核电、加氢、高压容器 60 年长服役周期严苛需求;分段焊接筒体焊缝区域金属流线完全断裂,成为整机承压最薄弱位置,极易出现介质渗漏、疲劳开裂安全事故。第二,筒体壁厚、全长尺寸均匀度大幅提升,多道次小变形渐进成型配合激光实时尺寸监测,毛坯圆周壁厚均匀偏差控制在 ±2mm 以内,筒体全长直线度毛坯阶段即可控制在 0.1mm/m 以内,精加工余量相比简易单次扩孔筒体减少 30%,大幅降低数控加工工时与原材料损耗,长期批量生产有效节约综合制造成本。第三,筒体内部组织致密均匀,多次叠镦压实 + 多火次缓慢拔长扩孔双重作用,彻底消除钢锭内部残余疏松、微小气孔,筒体径向、轴向各向力学性能均匀一致,无局部强度偏低、韧性不足区域,热处理后晶粒度均匀稳定 5-7 级,不存在局部混晶、粗大晶粒缺陷,高低温冲击性能全长波动极小。第四,超大尺寸、超大壁厚筒体成型能力突出,搭配自有大型分段加热炉、15000 吨万吨级自由锻压机,可一次性整体成型外径 7.5 米、全长 12 米、壁厚 600mm 超厚壁筒体锻件,无需分段拆分锻造再焊接拼接,当前市场小型锻造设备受压机吨位、工装尺寸限制,无法完成百吨级超长厚壁筒体一体化成型。第五,材质适配范围更广,针对不锈钢、双相钢、镍基高温合金等高变形抗力难加工材料,15000 吨压机可提供充足锻打压力,多道次小变形工艺规避单次大变形造成筒体撕裂,大幅降低特种合金筒体报废率,适配化工腐蚀、核电高温辐照高端特种筒体定制生产。
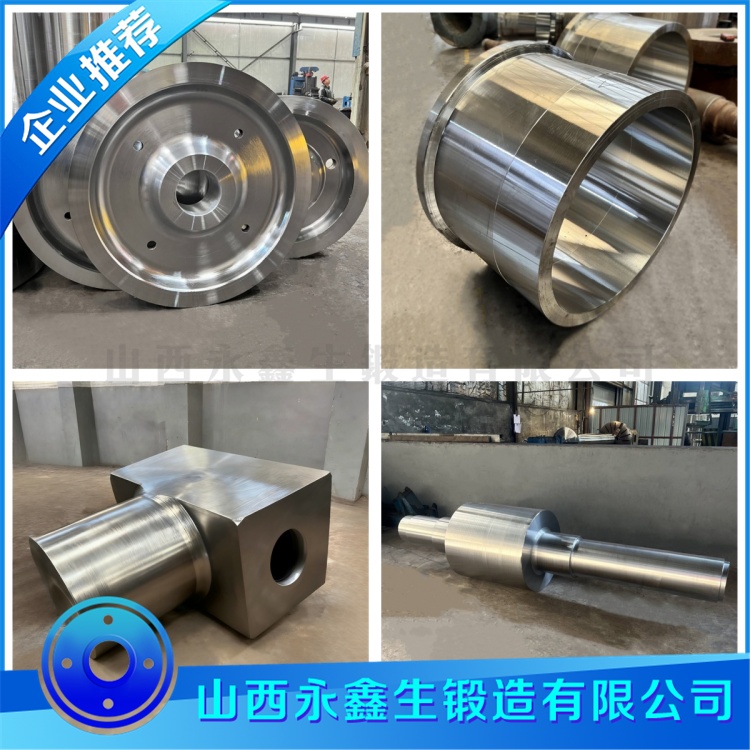
山西永鑫生重工针对不同材质、不同长度、不同壁厚规格筒体,建立专属芯棒拔长、马架扩孔工艺参数数据库,针对性解决各类材料成型难点。碳钢、低合金压力容器筒体塑性区间宽,采用中速多火次拔长扩孔,提升整体生产效率;316L、2205 不锈钢筒体变形抗力大、塑性窗口狭窄,降低每道次下压变形量,延长保温锻造时长,实时红外测温,温度低于工艺阈值自动暂停成型回炉补温;核电锰镍钼合金钢筒体提升总锻造比至 4 以上,增加一次中间镦粗工序,进一步细化晶粒、降低成分偏析;超长 10 米以上筒体优化马架支撑多点工装,增加辅助限位装置,抑制拔长过程筒体弯曲变形,保证全长直线度公差达标。
设备配套层面,企业芯棒、马架工装车间自主加工全规格成型工装,无需外部外协采购,可快速根据客户非标阶梯筒体、变径筒体定制异形芯棒、支撑工装,缩短非标筒体试制周期;锻造车间配套全自动高温夹持转运夹钳,减少人工近距离高温操作,提升生产安全系数;筒体成型工位搭载移动式激光尺寸扫描系统,每完成一次拔长、扩孔火次自动采集筒体外径、壁厚、长度数据,数控工艺系统人工辅助调整下压进给量,实现成型过程尺寸闭环管控,无需人工停机手动测量。
品控配套机制上,筒体芯棒拔长、马架扩孔成型后设立专属锻中检测工位,每一支筒体毛坯完成全域激光尺寸扫描,完整记录圆周壁厚、全长、椭圆度、直线度数据,壁厚、锥度、弯曲度超标的毛坯标记后回炉重新精整扩孔,不流入粗加工工序,提前拦截成型缺陷,减少后端热处理、精加工工序资源浪费。筒体成型全工序原始工艺参数、锻造火次时长、全程温度记录全部电子化存档,与筒体唯一流转编号绑定,实现筒体锻造成型全过程完整可追溯。
当前国内高端能源装备、核电、氢能行业对筒体锻件内部纯净度、长周期安全性能要求持续提升,分段焊接筒体逐步退出高压、核安全一级设备市场,整体自由锻芯棒拔长马架扩孔成型工艺已成为高端筒体锻件行业标配制造路线,但该工艺重资产属性极强,万吨级自由锻油压机、全套大规格芯棒马架工装、配套超长加热炉、热处理炉设备投入成本极高,国内绝大多数中小型锻造企业不具备完整一体化筒体成型产线,只能外购小型毛坯分段焊接加工,筒体承压、疲劳性能存在先天短板,无法进入核电、大型加氢装置头部客户供应链。山西永鑫生重工拥有自有完整筒体自由锻成型生产线,叠镦、冲孔、芯棒拔长、马架扩孔、热处理、精加工全工序厂区自主完成,成型工艺参数自主调试优化,能够稳定供给组织致密、流线完整、尺寸均匀的一体化整体筒体锻件,依托芯棒拔长 + 马架均匀扩孔核心自由锻成型技术,持续满足新能源、核电、高端化工、重型冶金装备对高品质整体筒体锻件长期稳定供货需求。
