全流程工艺管控,山西永鑫生重工筒体锻件从原料到成品的标准化制造体系
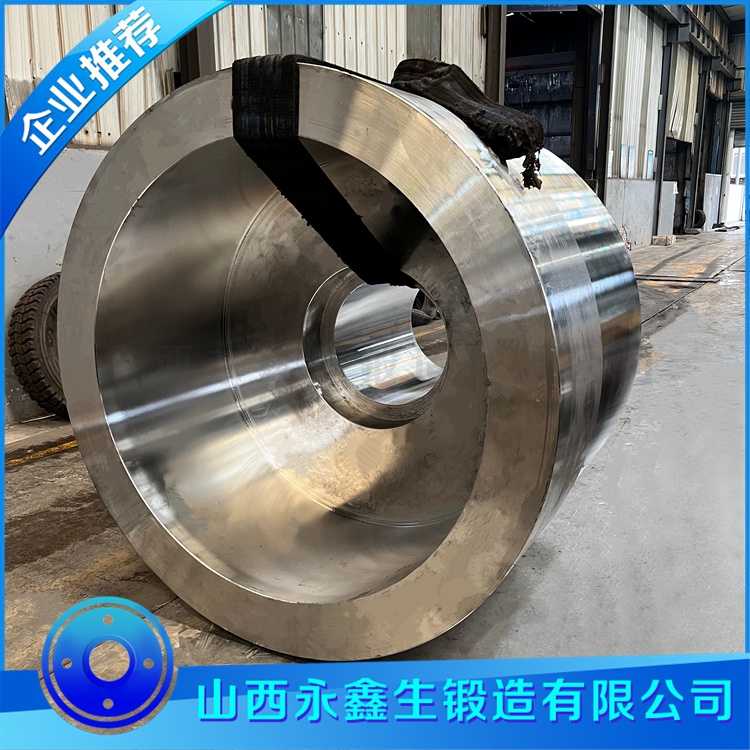
筒体锻件作为压力容器、煤化工加氢装置、重型液压装备、核电辅机、海上风电设备的核心承压承力构件,产品壁厚跨度从 50mm 至 600mm,单件重量覆盖 0.5 吨至 120 吨,长期在高压、高温、交变载荷、腐蚀介质工况下运行,内部组织致密性、力学性能均匀度、无缺陷成型是产品安全运行的核心前提。山西永鑫生重工股份有限公司深耕大型锻件制造二十余年,依托自有 15000 吨自由锻油压机、7.5×7.5×21 米全自动台车热处理炉、配套数控立车、理化无损检测实验室全套设备,建立覆盖原料进厂、锻造成型、热处理、机加工、无损检测、成品交付全链条标准化生产体系,所有筒体锻件生产环节有据可查、参数可控、检测闭环,以实事求是、不简化工序、不放宽标准的生产原则,为全国能源、化工、重型装备企业提供一体化筒体锻件定制加工服务。
原料选材与进厂检验是筒体锻件品质第一道防线,也是永鑫生重工始终坚守的基础管控环节。筒体锻件根据下游工况分为普通承压碳钢筒体、低合金耐热高压筒体、不锈钢耐腐蚀筒体、特种镍基合金核电筒体四大类,对应原料严格选用国标合规钢锭,优先采购真空脱气、电渣重熔高纯净度钢坯,杜绝普通连铸坯直接投料生产厚壁筒体。常规压力容器筒体采用 Q245R、16MnDR 低温容器钢;加氢反应器、高压储氢筒体选用 20MnMo、34CrMo、35CrMoV 耐热合金钢;海水工况、化工强腐蚀环境筒体选用 304、316L、316Ti 不锈钢;核级、高温工况筒体定制电渣重熔 30Cr2Ni4MoV 钢锭。原料进厂后,技术质检部同步开展三重核验:第一,核对钢厂原厂材质质保书,复核碳、硅、锰、铬、钼、镍等合金元素含量,严控硫≤0.015%、磷≤0.020%、氢含量≤1.5ppm,从源头规避氢致裂纹、晶间偏析等原生缺陷;第二,对整支钢锭 100% 全覆盖超声波 UT 探伤,排查钢锭内部疏松、夹渣、缩孔超标问题,探伤不合格钢锭直接做退回处理,绝不降级改制小型筒体毛坯;第三,抽取试样送至自有理化实验室开展光谱成分分析,光谱数据与钢厂质保书比对,成分偏差超出国标允许范围一律拒收。针对厚度 300mm 以上超厚壁筒体所用钢锭,额外增加 1200℃长时间扩散退火工序,消除钢锭凝固过程形成的枝晶偏析,保证锻造后筒体径向、轴向组织均匀一致。
坯料预处理与阶梯加热工艺,解决厚壁筒体锻造开裂核心痛点。钢锭验收合格后,根据筒体成品尺寸、加工余量、锻造变形量精准计算下料重量,预留直径 10-20mm、长度 20-30mm 机加工余量,大吨位钢锭采用数控火焰切割下料,切割后气刨修整端面氧化层与毛刺,避免锻造过程受力不均产生偏心、折叠缺陷。加热工序是厚壁筒体成型成败关键,永鑫生重工摒弃行业通用快速升温模式,全部筒体坯料执行三段式梯度升温制度,配套全自动台车热处理炉实时监控炉温,温度控制精度 ±10℃。低温预热阶段 300℃至 500℃保温 2 小时,释放钢锭内部原始热应力,防止厚截面坯料升温初期内外温差过大出现内部微裂纹;中温升温区间 500℃至 900℃升温速率严格控制 50℃/ 小时,缓慢提升坯料整体温度,缩小筒壁内外温度差;高温锻造段升温至 1180℃-1220℃,保温时长按照筒体有效壁厚每 100mm 保温 1.5 小时计算,确保坯料心部、表层温度均匀,温差控制在 20℃以内。同时炉内持续通入保护气氛,降低氧化烧损,筒坯表面氧化皮厚度控制在 2mm 以内,减少锻造过程氧化皮压入形成的表面夹层缺陷。
锻造成型环节坚持大锻造比、多火次均匀变形工艺标准。公司 15000 吨自由锻油压机可满足最大 120 吨筒体整锻成型,筒体锻件锻造统一遵循 “镦粗 — 冲孔 — 马杠扩孔 — 芯棒拔长” 标准工序,杜绝一次小变形简化生产。第一道镦粗工序将坯料原始高度压缩至 1/3 至 1/2,彻底压实钢锭内部疏松孔洞,常规筒体锻造比不低于 3.0,核电、高压加氢筒体锻造比提升至 4.0 以上,保证金属流线沿筒体圆周连续分布,无流线中断、交叉紊乱问题。冲孔工序根据成品内孔尺寸选用匹配冲头,孔径大于 300mm 全部采用马杠扩孔工艺,分多火次逐步扩径,单火次径向变形量控制 20%-30%,避免单次变形过大造成筒壁厚薄不均、内壁撕裂。终锻温度严格把控,碳钢筒体终锻温度不低于 800℃,合金钢筒体不低于 850℃,低于临界温度立即回炉重新加热,禁止低温强行锻打产生冷硬组织。成型后人工外观全检,排查筒体端面、内外壁折叠、磕碰、划伤缺陷,轻微缺陷采用打磨修整,深度超标缺陷直接判定毛坯报废,不进入下一道热处理工序。
定制化热处理工艺匹配不同筒体工况需求,平衡强度、韧性、耐温抗蠕变性能。筒体毛坯锻造成型后全部入炉热处理,根据材质与客户使用工况制定专属热处理曲线,无通用统一工艺。常温常压碳钢压力容器筒体采用正火 + 高温回火,920℃正火保温后空冷,680℃回火长时间保温缓冷,细化晶粒、消除锻造残余应力,避免后期机加工、长期使用变形开裂;低温、高压加氢合金钢筒体执行完整调质处理,880℃水淬 + 660℃高温回火,获得均匀回火索氏体组织,提升筒体抗拉强度、低温冲击韧性,满足 70MPa 高压工况长期运行;不锈钢耐腐蚀筒体采用 1050℃固溶处理后快速水淬,稳定奥氏体组织,杜绝使用过程晶间腐蚀;核电、高温镍基合金筒体增加固溶 + 双段时效热处理,提升高温抗蠕变性能。热处理完成后随炉缓慢冷却,禁止露天急冷,冷却至室温后统一取样做力学性能检测,拉伸、冲击、硬度三项指标全部达标方可转入机加工工序,力学性能不合格筒体重新回炉热处理,二次复检仍不达标直接报废。
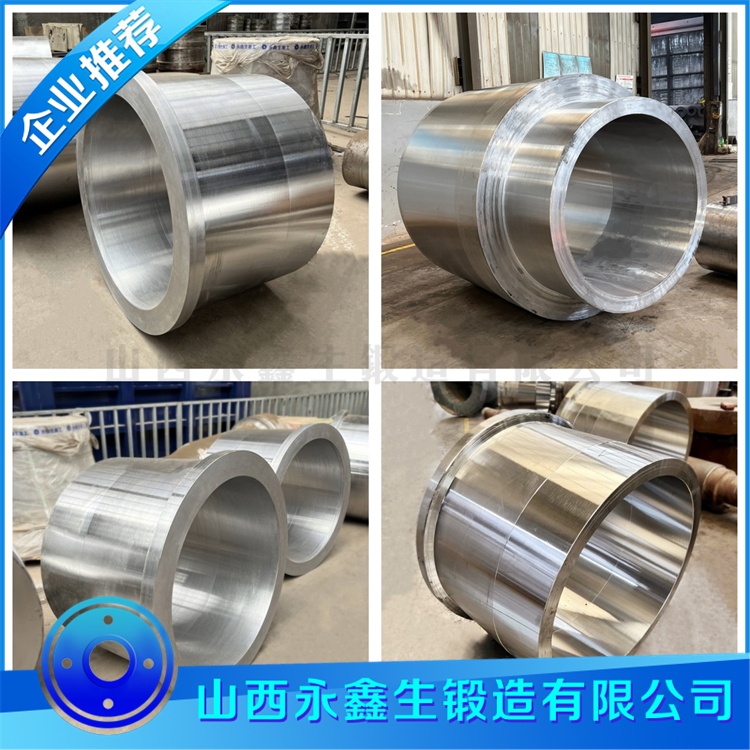
精密机加工与多级无损检测,实现筒体锻件出厂零缺陷交付。热处理合格筒体转运至数控立车、重型卧式车床开展粗、精加工,粗加工车削内外圆、两端端面,预留 2-3mm 精加工余量;精加工严格按照客户图纸公差执行,承压密封面表面粗糙度可达 Ra1.6μm,普通筒体内外壁 Ra≤3.2μm,长度、内外径、壁厚尺寸公差遵循 GB/T 1804-m 精密级标准。机加工完成后启动全套无损检测体系,执行 GB/T 22131-2022 筒形锻件超声波检测标准,100% 超声波 UT 内部探伤,排查壁厚内部气孔、夹渣、分层、裂纹;内外表面全覆盖磁粉 MT、渗透 PT 检测,检出表面微裂纹、划痕缺陷;厚度 200mm 以上厚壁筒体采用 DAC 曲线精准评定缺陷当量,2500px² 范围内三处以上密集缺陷直接判定不合格。所有探伤数据自动存档,留存检测波形、探头参数、工件编号,形成终身可追溯检测档案。理化实验室同步截取筒体本体试样,开展金相组织分析、低温冲击试验、硬度梯度检测,出具完整材质力学性能报告,与探伤报告、尺寸检测记录合并为成品质量证明书,随货交付客户。
成品验收、标识与仓储交付环节闭环管控。所有筒体锻件完成全部工序后,质检工程师逐项核对图纸尺寸、力学数据、探伤报告、热处理记录,全部符合客户技术协议与国标 GB/T 150、T/CCMI 17—2022 锻轧筒件标准后方可出具合格证。筒体端部永久性钢印标识产品编号、材质、熔炼炉号、热处理批次、重量规格,实现单件全生命周期追溯;成品筒体分类存放于封闭仓储区,内外壁涂抹防锈油,法兰密封面加装防护盖板,装车运输使用柔性缓冲垫,避免吊装磕碰损伤加工面。
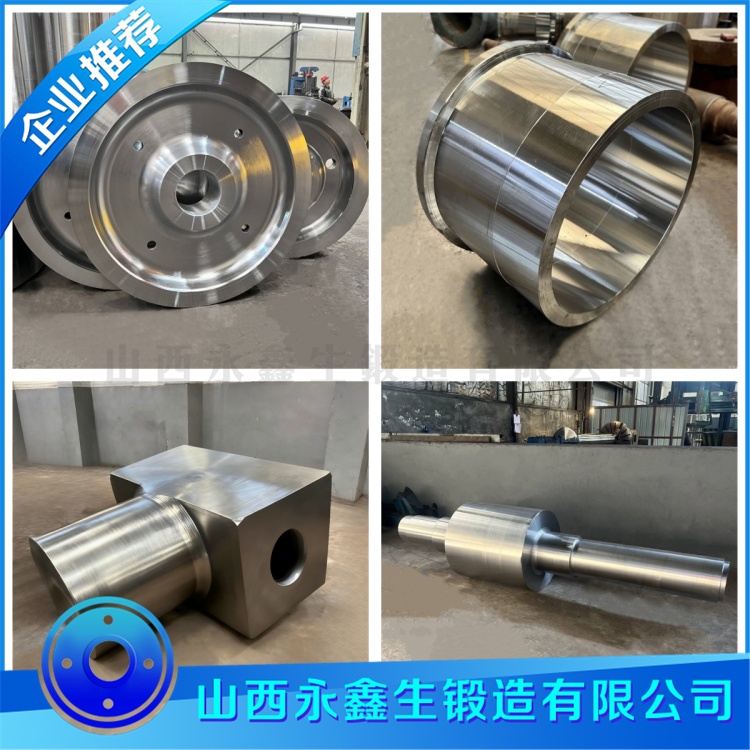
山西永鑫生重工始终坚持实事求是制造理念,不压缩加热保温时长、不降低锻造比、不简化无损检测工序,依托全流程自主配套生产设备与独立理化检测实验室,完整覆盖从钢锭到成品筒体锻件全链条制造能力,能够稳定交付 0.5-120 吨、直径 300mm-6000mm、壁厚 50-600mm 各类筒体锻件,服务煤化工、氢能储能、核电辅机、海上风电、重型液压装备、冶金轧机等多个行业,以标准化工艺、透明化检测、稳定化品质,为下游高端装备制造提供可靠筒体锻件配套支撑。
