 新浪微博
新浪微博 腾讯微博
腾讯微博

环形锻件渗碳淬火工艺介绍
发布时间:2016-08-26 点击数:2734
现代锻造生产中多数环形锻件采用渗碳淬火工艺,随着锻件生产技术的发展,大功率、高速度和高可靠性强的环形锻件需求量日益增加,常用的渗碳淬火表面强化对一般环形锻件强度性能要求还可以满足,但是对要求高性能的环形锻件,控制内氧化、渗碳淬火畸变大,质量不稳定,精度和性能难以保证。由于低温化学热处理技术的迅速发展,近年来环形锻件制造业,尤其是大型环形锻件行业探索以渗氮技术部分代替渗碳淬火取得了一定的进展。
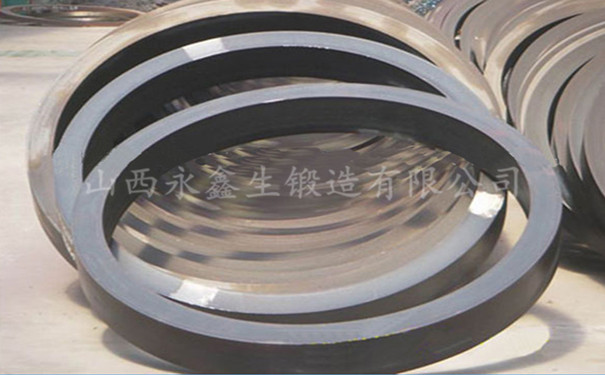
从生产规模来看,渗碳淬火适合于通用环形锻件的大批量生产,而渗氮技术则更适合于大型环形锻件、单件或中小批量以及高性能环件。环形锻件的服役寿命和可靠性,主要取决于锻件的疲劳抗力,即环形锻件的弯曲疲劳寿命和接触疲劳寿命。
普通渗碳环形锻件表面硬度较低(62~63HRC),耐磨性差,接触疲劳强度偏低,但由于渗碳层较深,心部强度较高(36~42HRC),因此弯曲疲劳强度较高,能满足一般环形锻件的服役要求。但以大型环形锻件为代表,采用渗氮是可选的改进方向。渗氮环形锻件表面硬度高(66~70HRC,850~1100HV),耐磨性高,热硬性好,高硬度可保持在500℃,这对环形锻件有重要意义。
文章原创如需转载请注明永鑫生锻件厂!
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!
上一篇:环形锻件的断裂现象 下一篇:环形锻件的环轧工艺的优点



