 新浪微博
新浪微博 腾讯微博
腾讯微博

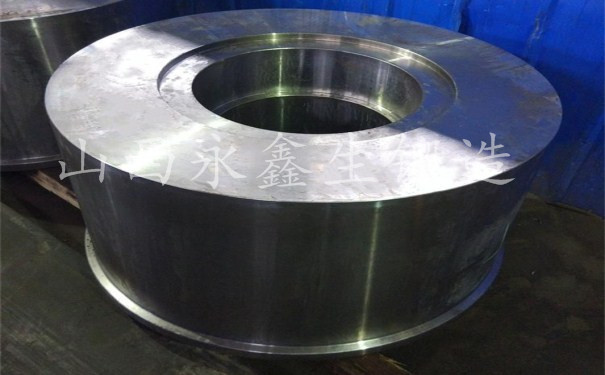
锻件锻造和轧制到底区别在哪里?
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
锻造可分为自由锻、模锻、闭式模锻。
1、自由锻。利用冲击力或压力使金属在上下两个抵铁(砧块)间产生变形以获得所需锻件,主要有手工锻造和机械锻造两种。
2、模锻。模锻又分为开式模锻和闭式模锻.金属坯料在具有一定形状的锻模膛内受压变形而获得锻件,又可分为冷镦、辊锻、径向锻造和挤压等等。
3、 闭式模锻和闭式镦锻由于没有飞边,材料的利用率就高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使
坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻
模的磨损。
轧制是将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产型材、板材、管材。
轧制方式按轧件运动分有:纵轧、横轧、斜轧。
纵轧过程就是金属在两个旋转方向相反的轧辊之间通过,并在其间产生塑性变形的过程。
横轧:轧件变形后运动方向与轧辊轴线方向一致。
斜轧:轧件作螺旋运动,轧件与轧辊轴线非特角。
优点:
可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢在一定程度上不再是各向同性;浇注时形成
的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
缺点:
1.经过轧制之后,钢内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕
裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但
对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作
用。
3.热轧的钢产品,对于厚度和边宽这方面不好控制。我们熟知热胀冷缩,由于开始的时候热轧出来即使是长度、厚度都达标,最后冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚表现的越
明显。所以对于大号的钢材,对于钢材的边宽、厚度、长度,角度,以及边线都没法要求太精确。
锻件与轧件的比较:
(1)锻件的轴向和径向力学性能差异较轧件差异小,也就是说,锻件的各向同性要远远高于轧件的各向同性,所以说锻件的寿命要远远高于轧件。下图为Cr12MoV轧板不同方向共晶碳化物的形态的金相图
。
(2)从变成程度上说,锻件的变形程度远大于轧件的变形程度,也就是说通过锻造破碎共晶碳化物的效果要优于轧制的破碎效果。
(3)从加工成本上说,锻造的成本要远高于轧制的成本,对于一些关键件、承受较大载荷或冲击的工件、形状复杂或要求非常严格的工件,还是必须要采用锻造的工艺进行加工的。
(4)锻件具有完整的金属流线,通过轧制后再机械工破坏了金属流线的完整性,极大程度上缩短了工件的寿命。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



