 新浪微博
新浪微博 腾讯微博
腾讯微博

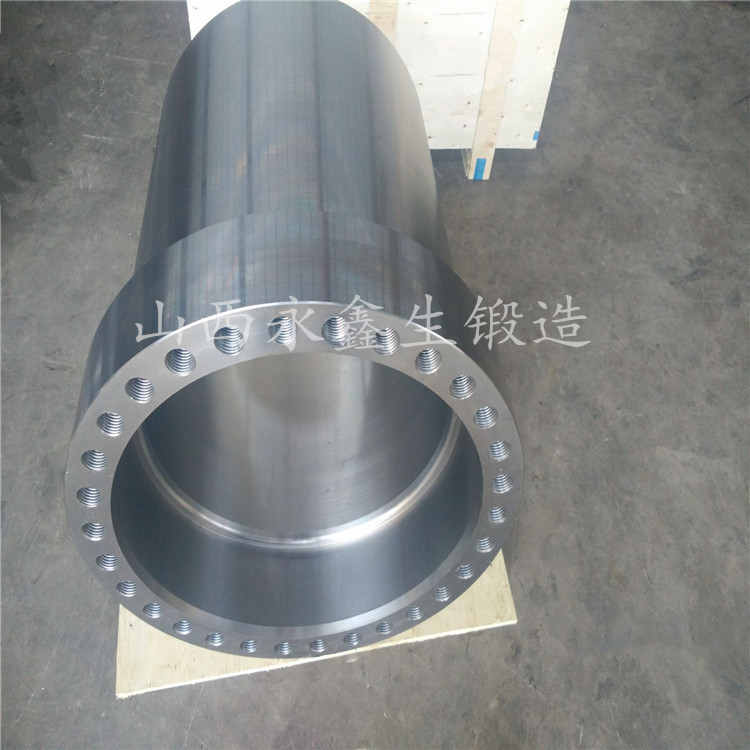
超大筒节锻件的制造
通过优化和控制炼钢、锻造、热处理等热加工工艺过程,成功制造了Ø9m超大筒节锻件。锻件谁冒口俩端和全截面不同取样的性能均满足技术条件要求,且各项性能相对较为均匀。
1 制造过程
Ø9 m筒节锻件的主要制造过程包括炼钢— 锻造— 锻后热处理— 性能热处理— 性能检验。其中热加工工艺过程对最终产品质量均有影响,因此可通过控制热加工工艺过程来控制最终产品质量。
1.1 炼钢
筒节锻件所用钢锭采用精选的原材料和铁合金,电炉冶炼加炉外精炼。钢水经合理控制化学成分、真空冶炼并真空浇注,保证得到髙纯净度的钢。
1.2 锻造
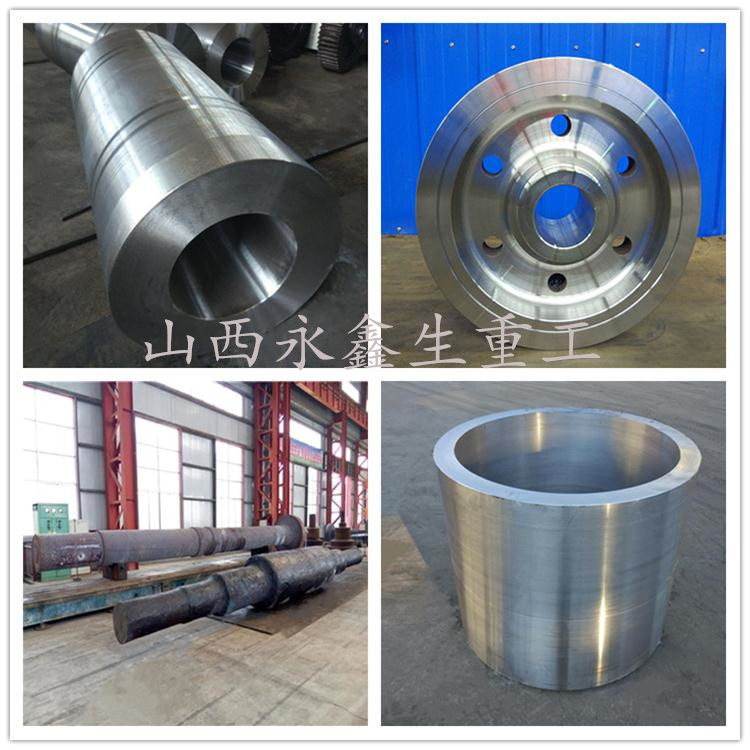
由于筒节锻件尺寸超过现有水压机的开档尺寸,无法利用水压机直接锻造出成品。筒节锻件的锻造在150 MN水压机和筒节轧机上完成。先利用水压机锻造出半成品,然后在筒节轧机上轧制出成品。筒节的锻造过程为:镦粗、冲孔—芯棒 拔长—马杠扩孔— 轧制出成品。
1.3 热处理
1.3.1 锻后热处理
由于大型筒节锻件特别是厚壁的筒节锻件通过锻造过程很难得到细小的晶粒,锻造完成后心部温度仍然很高,晶粒会长大。在锻件锻造完成后进行锻后热处理,其主要作用是调整和细化晶粒,为后续性能热处理做好组织准备。
1.3.2 性能热处理
锻件可通过性能热处理获得优良组织和性能,特别是低温韧性,性能热处理一般采用水淬。性能热处理的温度、时间和奥氏体化后的冷却速率对获得良好性能至关重要。
1.4 性能检验
性能热处理后,在筒节水口端周向对称180°取下性能试料两块A、B,在冒口端与水口端试料顺时针转90°的位置周向对称180°取下性能试料 两块C、D。按要求分解试样后,先经历模拟焊后热处理,再加工成相应试样进行性能检验。最大模拟焊后热处理为610~ 620℃ x21h,最小模拟焊后热处理为610~62℃x5h。在正常产品检验以外,对每块试料进行了全厚度不同部位的性能检验。
2 结果与讨论
经过性能热处理和模拟焊后热处理后,A、B、C、D料不同取样部位的室温拉伸试验结果。锻件全截图不同取样部位的强度均满足技术条件要求,且有较大富余量。总体来看,同一取样位置、不同取样部位的强度相差不同。
2.2 0℃冲击试验
经过性能热处理和模拟焊后热处理后,A、B、C、D料不同取样部位的O℃冲击试验,锻件全截面不同取样部位的冲击功均满足技术条件要求。同一取样位置,从表面到中心,越往里冲击功越低,T/2部位冲击功最低,这是由于冲击功受冷却速率的影响较大。而从表面到中心,锻件冷却速率越来越慢。
相同取样部位、不同取样位置的冲击功变化没有明显的规律,这可能是由于影响冲击功的因素较多,多个因素起作用导致冲击功变化没有明显规律。
2.3 金相
经过性能热处理和最大模拟焊后热处理后,A、B、C、D料不同取样部位金相结果均满足技术条件要求,且不同部位组织、晶粒度和夹杂物较为 均匀。其中金相组织绝大部分为贝氏体回火组织,个别位置另有极少量铁素体。晶粒度均为7.5 ~7级。 A、B、C、D类夹杂物绝大部分为0.5级,个别为1 级或1.5级,DS类夹杂物均为0级。
3 结论
(1)Ø9m超大筒节锻件的不同部位性能结果均满足技术条件要求,且各项性能相对较为均匀,说明现有制造工艺是可行的。
(2)现在筒节锻件的强度余量较大,冲击功余量相对较小,后续研究考虑优化成分和工艺,使强度和冲击功达到最优匹配。
(3)Ø9m超大筒节锻件的成功制造拓展了我国筒形锻件的制造能力,使我国掌握了超大直径筒形锻件的热加工技术,特别是锻件成形和热处理技术。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



