 新浪微博
新浪微博 腾讯微博
腾讯微博

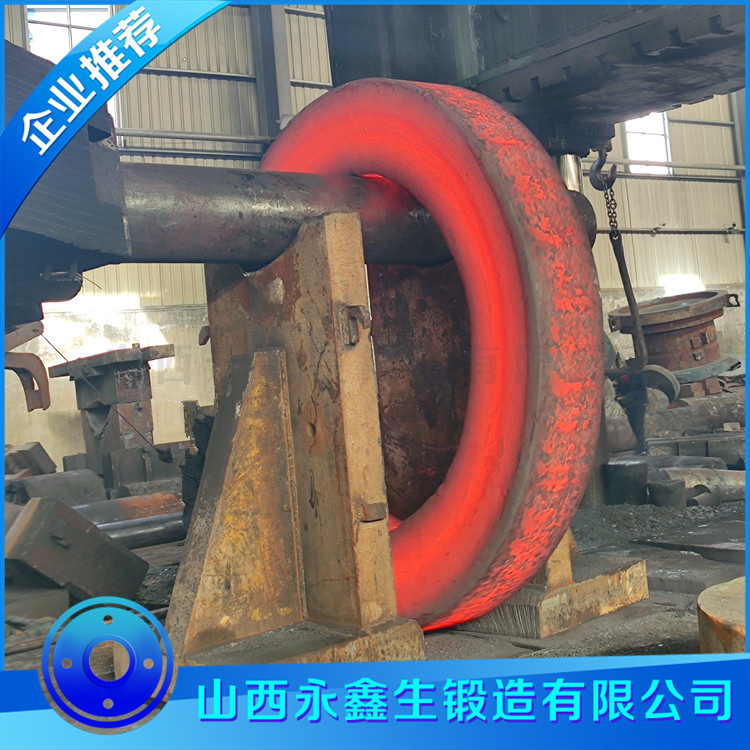
锻造齿圈锻件工艺与技术
锻造齿圈锻件工艺与技术
一、材料选择与预处理
常用材料:
合金结构钢:42CrMo、34CrNiMo6(重型设备)
渗碳钢:18CrNiMo7-6(风电齿圈)
特种钢:F22(低温工况)
材料预处理要求:
超声波探伤(符合JB/T 5000.15标准)
等温退火(硬度控制在180-220HB)
磷化处理(改善冷成形性能)
二、锻件锻造工艺流程
精密辗环工艺路线:
复制
下载
下料 → 加热(1150±20℃)→ 镦粗 → 冲孔 → 辗环 → 整形 → 控温冷却
关键工艺参数控制:
| 参数 | 控制范围 | 检测方法 |
|------|----------|----------|
| 始锻温度 | 1150-1200℃ | 红外测温仪 |
| 终锻温度 | ≥850℃ | 接触式测温 |
| 辗环速度 | 0.5-2m/s | 编码器监测 |
| 椭圆度 | ≤0.5%D | 激光测量 |
三、先进成形技术
径-轴向辗环技术:
径向进给量:2-5mm/转
轴向锥辊角度:15-30°
尺寸精度:直径公差±0.1%
局部增量成形:
适用于异形齿圈(如风电偏航齿圈)
成形力降低30-40%
等温锻造技术:
模具温度控制:±10℃
用于高合金钢齿圈
四、热处理关键技术
调质热处理工艺:
淬火:850-880℃油冷
回火:580-620℃空冷
硬度梯度:28-32HRC(心部)
渗碳热处理规范:
渗碳层深:1.5-3.0mm(风电齿圈)
表面硬度:58-62HRC
心部硬度:30-38HRC
感应淬火工艺:
频率选择:
模数≤10mm:50-100kHz
模数>10mm:8-30kHz
淬硬层深控制:1-3mm
五、齿形加工技术
加工工艺选择:
| 加工方式 | 精度等级 | 适用模数范围 |
|----------|----------|--------------|
| 滚齿 | DIN 7级 | 2-20mm |
| 插齿 | DIN 6级 | 1-12mm |
| 成型磨齿 | DIN 4级 | 5-30mm |
修形技术规范:
齿向修形(鼓形量):
风电齿圈:15-25μm
工程机械:10-20μm
齿廓修形(修缘量):
高速齿轮:0.02-0.05mm
重载齿轮:0.01-0.03mm
六、质量控制体系
检测项目与方法:
尺寸检测:
齿轮测量中心(精度0.5μm)
三坐标测量(形位公差)
力学性能:
硬度梯度测试(表面至心部)
冲击试验(-40℃低温冲击)
无损检测:
磁粉检测(表面裂纹)
超声波检测(内部缺陷)
性能测试标准:
接触疲劳试验(GB/T 14229)
弯曲疲劳试验(GB/T 14230)
台架试验(等效运行3000h)
七、典型缺陷分析与控制
缺陷类型产生机理预防措施
组织偏析 凝固过程元素偏聚 控制冶炼[P]、[S]含量
辗环折叠 进给量过大 优化辗压工艺曲线
淬火裂纹 冷却速度过快 采用分级淬火工艺
八、先进制造技术
数值模拟应用:
DEFORM辗环过程仿真(预测金属流动)
Sysweld热处理变形预测(精度±0.15mm)
复合制造技术:
锻造+增材复合(齿面强化)
激光熔覆修复(耐磨层制备)
智能化技术:
在线尺寸监控系统(激光扫描)
自适应加工补偿系统
九、技术经济指标
材料利用率对比:
传统切削:40-50%
精密锻造:65-80%
性能提升:
疲劳寿命提高30-50%
承载能力提升20-30%

十、应用案例与技术发展
典型应用案例:
8MW风电偏航齿圈:
材料:18CrNiMo7-6
尺寸:Φ4500×400mm
精度:DIN 6级
寿命要求:20年免维护
技术发展趋势:
大型化:直径突破8m(万吨级压机)
精密化:尺寸精度±0.05mm
智能化:数字孪生全流程监控
绿色化:低温锻造技术(节能30%)
锻造齿圈锻件技术正向着"高性能、高精度、智能化"方向发展。以10MW海上风电齿圈为例,技术要求包括:
弯曲疲劳强度≥500MPa
接触疲劳寿命≥10⁷次
耐盐雾腐蚀≥3000h
这些需求推动着材料纯净度控制、精密成形技术和智能检测技术的持续创新。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



