 新浪微博
新浪微博 腾讯微博
腾讯微博

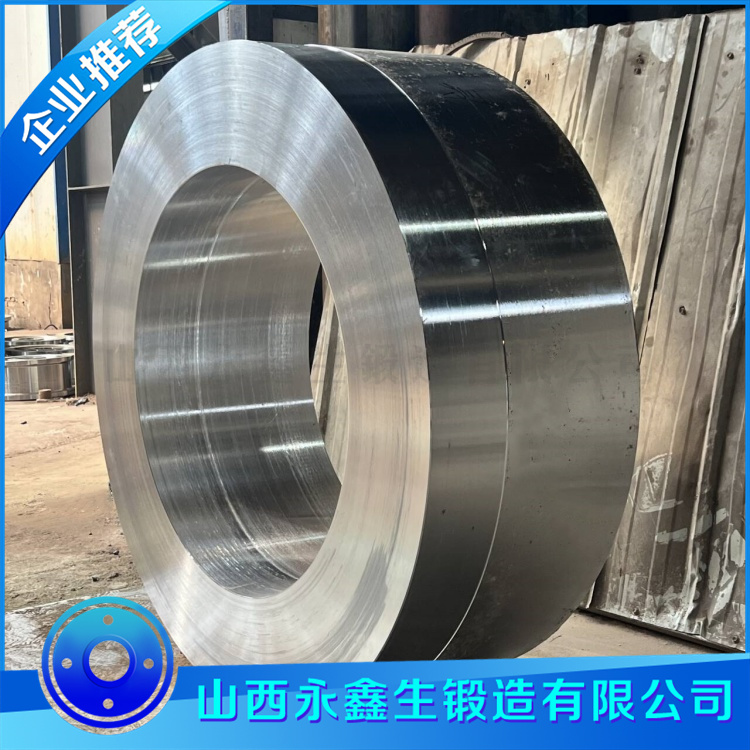
环形锻件制造工艺流程
环形锻件,作为风力发电、工程机械、航空航天及高端装备等领域的关键基础部件,其性能的优劣直接关系到整个设备的安全运行与使用寿命。山西永鑫生重工股份有限公司凭借深厚的技术积累与严谨的工艺控制,形成了一套成熟、精密且高效的环形锻件制造全流程体系。以下将对此流程进行详尽解析。
一、 原材料准备与科学下料
“玉不琢,不成器”,而优质的原材料则是“琢玉”的前提。
严格选材与检验:根据环件的服役条件(如承压、抗疲劳、耐腐蚀等),科学选用适宜的合金钢种(如42CrMo、34CrNiMo6等)。所有入库钢材必须附带完整的材质证明书,并需进行严格的入场复验,包括光谱分析验证化学成分、超声波探伤初检以排查内部宏观缺陷,确保材料源头的高品质与可追溯性。
精密计算与下料:根据产品图纸和锻造工艺要求,精确计算所需坯料的重量与尺寸。采用大型带锯床或圆盘锯进行冷态下料,切口平整、损耗小,能确保坯料重量的一致性,为后续锻造尺寸的稳定控制奠定基础。
二、 加热工艺:均匀透热是关键
将切割好的坯料送入计算机控制的天然气炉或电炉中,进行阶梯式加热。加热过程必须严格遵循预设的加热曲线,包括预热、升温、均热三个阶段。其核心目标是使坯料芯表温差最小,整体均匀达到锻造温度(通常为1100℃~1250℃)。均匀透热能有效避免因热应力导致的内部裂纹,并使金属处于塑性最佳状态,为后续锻造做好准备。同时,精确的温控也能防止过烧、脱碳、过热等缺陷的产生。
三、 预制坯成型:镦粗与冲孔
这是将实心坯料转变为环形毛坯的预备工序。
镦粗:将加热至透红的坯料置于压机工作台上,通过上砧板的下压,使其高度减小、直径增大。此工序旨在消除铸态组织的疏松,初步压实和焊合内部孔隙,并为后续冲孔提供合理的形状。
冲孔:在镦粗后的坯料中心,使用冲头在巨大压力下冲出通孔。冲孔过程会带走坯料中心质量相对较差的部分(如钢锭的冒口残余区),从而进一步优化环件的内部质量。至此,一个环形的初始毛坯便成型了。
四、 环轧成型:核心的扩径与精整
这是环形锻件制造中最具特色与技术含量的核心环节,通常在径轴向数控环轧机上完成。
设备与原理:将冲孔后的预制坯套在环轧机的芯辊上。在主机架的推动下,主辊(驱动辊)与芯辊对环件壁厚进行挤压,同时上、下轴向辊对环件端面进行约束和整形。在摩擦力带动下,环件开始旋转,壁厚不断减薄,金属沿圆周方向延伸,直径持续扩大。
工艺优势:
连续局部变形:环轧是连续的渐进式塑性变形,变形力小,能耗低。
纤维流向优异:金属流线沿圆周方向完整连续分布,与环件使用时的受力方向高度一致,极大地提高了产品的疲劳强度和使用寿命。
近净成型:能够精确控制环件的截面形状(如矩形、筒形、沟槽形等),尺寸精度高,材料利用率高。
过程控制:现代环轧机通过激光测量仪实时监测环件外径与高度,并与预设的尺寸曲线进行比对,实现自动化闭环控制,确保产品尺寸精准。

五、 热处理:赋予灵魂的性能调控
环轧成型只是完成了形状的塑造,而最终决定环件力学性能的,是严格的热处理(又称“调质处理”)。
淬火:将环件加热至奥氏体化温度(视材质而定,如860℃左右),保温一段时间后,在水、油或聚合物溶液中快速冷却。目的是获得高硬度、高强度的马氏体或贝氏体组织。
回火:这是不可或缺的关键步骤。将淬火后的环件重新加热到低于临界点的某一温度(如550℃~650℃),保温足够时间后冷却。回火能有效消除淬火产生的巨大内应力,使不稳定的组织转变为稳定的回火索氏体,从而在保持高强度的同时,获得所需的韧性与塑性,实现强韧性的完美匹配。
六、 机械加工与质量检验
机械加工:利用数控立式车床、卧式车床等设备对热处理后的环件进行精加工,以保证其内径、外径、端面、坡口等部位的尺寸精度、形位公差和表面粗糙度完全符合图纸要求。
全面质量检验:这是产品出厂前的最后一道,也是最重要的一道关卡。
无损检测(NDT):100%进行超声波探伤,检测内部是否存在裂纹、夹杂、白点等缺陷;100%进行磁粉探伤或渗透探伤,检测表面及近表面缺陷。
力学性能测试:在同炉批次的环件上取样,在理化实验室进行拉伸、冲击、硬度等测试,确保数据达标。
尺寸终检:使用大型卡尺、千分尺、样板等工具对成品进行全面的尺寸复核。
七、 标识、防护与出厂
所有检验合格后,在环件非工作面上进行永久性标识(如材质、炉号、订单号等),然后进行涂刷防锈油、包装等防护处理,最后安排发货。

总结而言,环形锻件的制造是一个环环相扣的精密链条,从一块合格的钢坯,到一件性能卓越的环形构件,每一步都凝聚着严谨的工艺设计、精确的过程控制与严格的质量把关。永鑫生重工正是通过对此全流程的深刻理解与精益求精,确保出厂的每一件环形锻件都成为客户设备中可靠的核心承载体。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



