 新浪微博
新浪微博 腾讯微博
腾讯微博

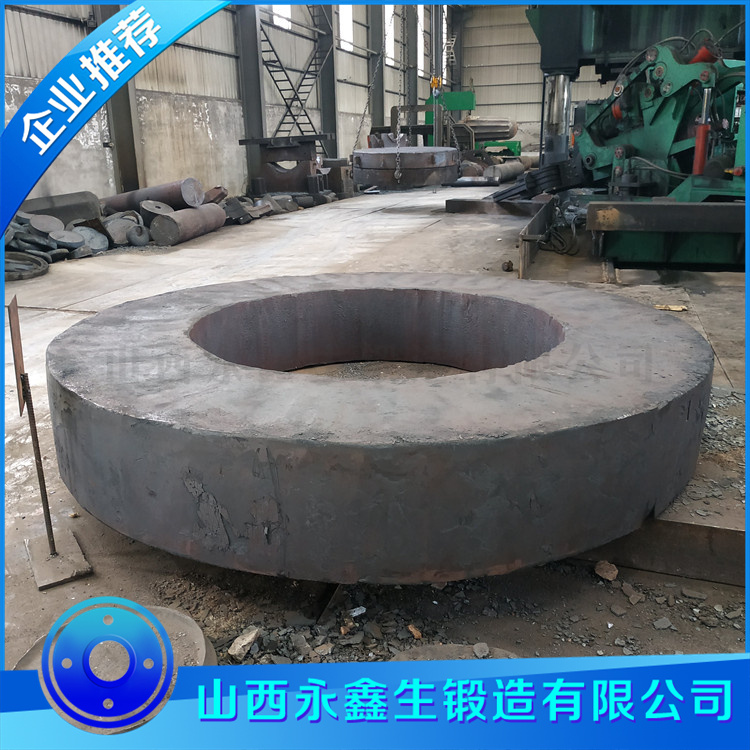
环形锻件生产工艺全解析 —— 山西永鑫生重工的精工之道
环形锻件的质量核心在于生产工艺,从原材料到成品,每一道工序都直接决定产品的内部组织、尺寸精度与力学性能。作为山西锻造锻件的代表性企业,山西永鑫生重工股份有限公司建立了完善的环形锻件生产工艺体系,以精细化管控、专业化设备、标准化流程,打造高品质环形锻件产品。
一、原材料精选与预处理
原材料是环形锻件质量的基础,永鑫生重工坚持选用国内一线钢厂的优质钢坯、钢锭,所有原料附带原厂材质证明书,进厂后通过光谱分析仪、超声波探伤双重检测,确保化学成分达标、内部无缩孔、夹杂、裂纹等原始缺陷。针对高端环形锻件,优先采用真空脱气钢锭,控制氢含量≤2ppm、氧含量≤30ppm,提升材料纯净度。预处理环节包括锯切下料、表面处理:锯切确保坯料尺寸公差 ±0.3mm,端面垂直度≤0.05°;表面处理去除氧化皮、油污、杂质,避免锻造时产生折叠、麻点等缺陷,为后续加工奠定基础。
二、锻造成型核心工艺
加热工序:采用天然气智能加热炉,分阶段升温、保温,确保坯料内外温度均匀,合金钢加热至 1150-1250℃,不锈钢控制在 1050-1150℃,避免局部过热导致晶粒粗化,同时防止温度不均引发变形裂纹。
预锻制坯:将加热后的坯料经液压机镦粗,去除中心疏松,再进行冲孔,形成环形坯料,控制冲孔偏心度≤2mm,确保环坯壁厚均匀。针对大型环形锻件,采用多道次镦粗、扩孔工艺,细化内部组织,提升致密度。
数控碾环成型:这是环形锻件的核心工序,永鑫生重工配备数控径轴向碾环机,采用径向轧制与轴向轧制同步技术,环坯在轧辊与芯辊间旋转,逐步减小壁厚、扩大直径,同时控制环件高度。过程中实时采集尺寸数据,自动调整轧辊参数,确保外径、内径、高度尺寸精度达 ±0.5%,圆度误差≤0.8mm,适用于直径 100mm-8000mm、重量 100kg-120 吨的各类环形锻件。
三、热处理工艺优化
热处理是提升环形锻件力学性能的关键环节,永鑫生重工根据材质、性能需求制定专属工艺:
碳钢、低合金钢:采用调质处理(淬火 + 高温回火),获得回火索氏体组织,抗拉强度提升 30% 以上,冲击韧性达标,适配重载工况。
不锈钢:奥氏体不锈钢采用固溶处理(1050-1100℃水淬),消除晶间腐蚀倾向;双相不锈钢控制固溶温度与冷却速度,保证铁素体与奥氏体比例均衡。
特种合金:高温合金采用时效处理,钛合金采用退火 + 固溶双重工艺,稳定组织、提升高温强度与耐蚀性。热处理全程监控温度、时间、冷却速度,确保每批产品性能一致性,消除锻造内应力,避免后续加工变形。
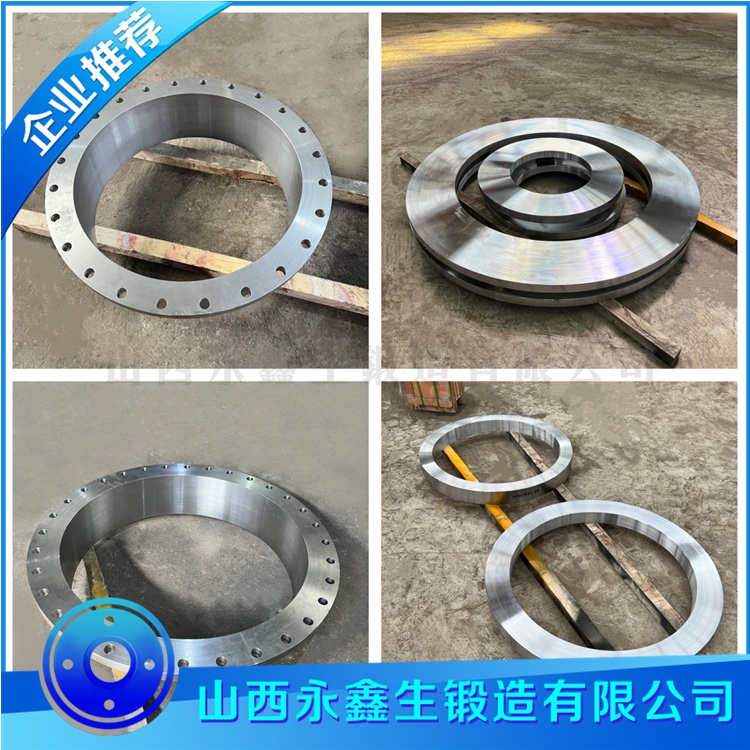
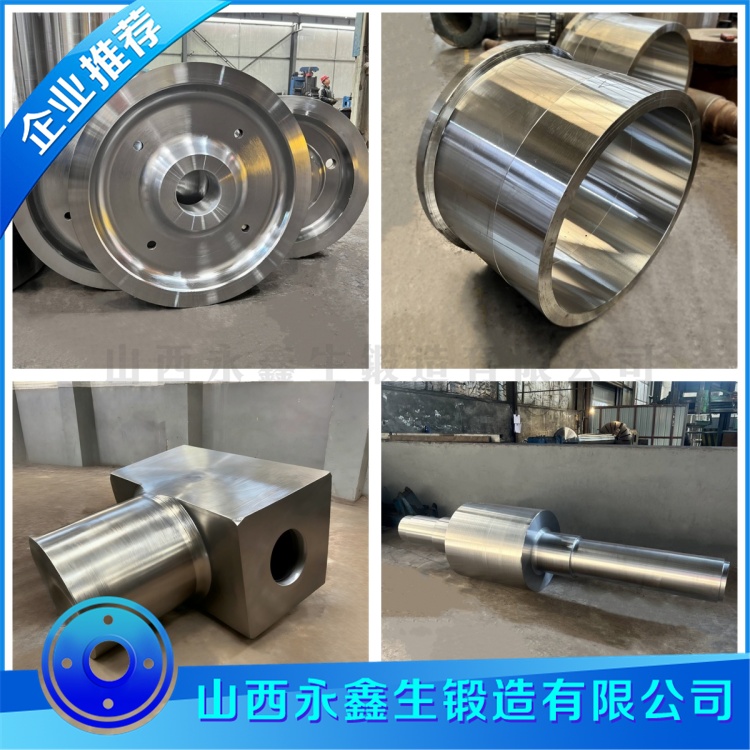
四、精加工与质量检测
热处理后的环形锻件经立车、数控镗床进行精加工,确保尺寸、粗糙度、形位公差满足图纸要求。检测环节实行全流程管控:
无损检测:采用超声波探伤(UT)、磁粉探伤(MT)、渗透探伤(PT),检测内部及表面缺陷,符合 ASTM、GB/T 等标准。
力学性能测试:取样进行拉伸、冲击、硬度试验,确保强度、韧性、硬度达标。
尺寸检测:用三坐标测量仪、卡尺、千分尺等检测各项尺寸,确保符合设计要求。
五、山西锻造锻件的工艺传承与创新
山西锻造锻件以工艺成熟、质量稳定著称,永鑫生重工在传承传统锻造技艺的基础上,引入数字化、智能化技术,实现工艺参数精准控制、生产过程全程追溯。通过持续工艺优化,将环形锻件废品率控制在 1% 以内,交付周期较行业平均缩短 20%,彰显山西锻造锻件的技术实力与品质保障。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



