 新浪微博
新浪微博 腾讯微博
腾讯微博

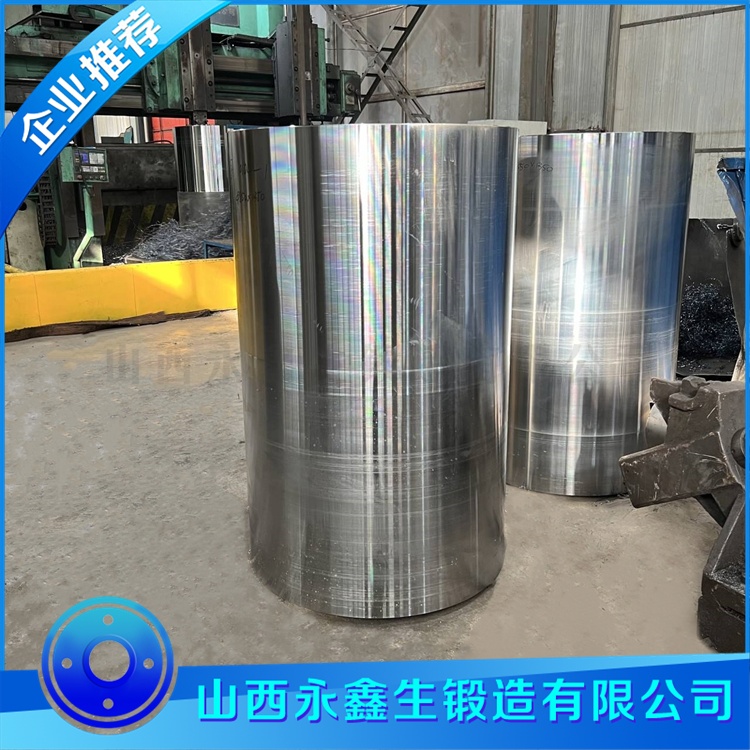
大型筒体锻件锻造工艺 —— 从钢锭到成品的精密成型过程
大型筒体锻件作为重型装备的核心部件,其制造工艺融合材料科学、锻造技术、热处理技术与质量控制技术于一体,是衡量一个国家重型装备制造能力的重要标志。从实心钢锭到精密空心筒体,需经过多道复杂工序,每一步工艺参数的把控,都直接影响锻件的内部组织、力学性能与尺寸精度。山西永鑫生重工依托专业锻造设备与成熟工艺体系,形成标准化、精细化的大型筒体锻件制造流程,确保产品品质稳定可靠。
原材料准备与预处理是筒体锻件制造的基础环节。优质钢锭是高品质锻件的前提,公司根据产品材质与性能要求,选用大型冶炼企业生产的优质钢锭,涵盖碳钢、合金钢、不锈钢等各类材质。对于高端筒体锻件,优先采用电渣重熔(ESR)或真空精炼(VOD)钢锭,有效降低钢中夹杂、气体含量,提升材料纯净度与均匀性。钢锭进厂后,首先进行外观检查与光谱成分分析,剔除表面裂纹、重皮等缺陷,确认化学成分符合标准要求;随后根据锻件尺寸进行下料,通过锯切或火焰切割获得合适坯料,下料重量误差控制在 ±1% 以内,确保后续锻造余量合理。
加热工艺是锻造前的关键准备,直接影响金属塑性与成型质量。针对不同材质特性,采用阶梯式加热方案,避免温度骤升导致热应力开裂。以 42CrMo 合金钢为例,加热过程分为三个阶段:低温预热阶段,以≤150℃/h 的升温速度加热至 650℃,保温 2 小时,使钢锭内外温度均匀,消除初始应力;中温升温阶段,以≤200℃/h 的速度升温至 850℃,保温 1.5 小时,促进碳化物充分溶解;高温加热阶段,升温至 1150-1200℃,保温 3-4 小时,确保钢锭完全奥氏体化,塑性达到最佳状态。加热过程中通过多点热电偶实时监测炉温,控制炉温波动≤±8℃,确保坯料受热均匀,避免局部过热或过烧。
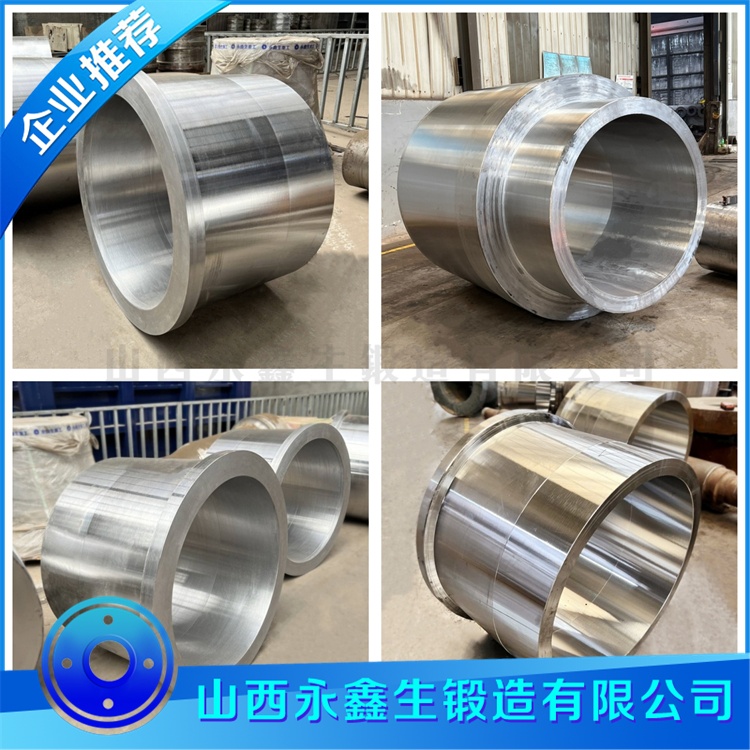
锻造成型是筒体锻件制造的核心工序,采用 "镦粗 - 冲孔 - 扩孔 - 拔长 - 整形" 的多工序组合工艺,通过万吨级液压机实现金属的塑性变形与组织优化。第一步为镦粗,将加热后的钢锭置于锻造平台,通过液压机垂直加压,将钢锭高度压缩、直径扩大,镦粗变形量控制在 50-60%,有效压实钢锭内部疏松、缩孔等缺陷,细化初始晶粒。第二步为冲孔,采用专用冲头从镦粗坯中心位置穿孔,形成初始内孔,冲孔前冲头需预热至 300℃以上,冲孔速度控制在 5-10mm/s,避免孔壁产生拉裂缺陷。第三步为扩孔,通过马架扩孔工艺,利用扩孔冲头与砧座配合,逐步扩大筒体内径与外径,同时控制壁厚均匀性,扩孔过程中每道次变形量≤30%,确保金属流线连续分布。第四步为拔长,针对长筒形锻件,通过 V 型砧拔长工艺,调整筒体长度与直径比例,提升轴向组织均匀性。最后进行整形,对筒体端面、外圆、内孔进行精整加工,控制尺寸精度与圆度,确保锻件形状符合图纸要求。
热处理工艺是提升筒体锻件性能的关键环节,通过加热、保温、冷却的精准控制,优化内部组织,消除锻造应力,提升力学性能。根据材质与性能要求,采用不同热处理工艺:正火处理适用于碳钢筒体锻件,将锻件加热至 Ac3 以上 30-50℃,保温后空冷,细化晶粒、均匀组织,提升强度与韧性;调质处理(淬火 + 高温回火)是合金钢筒体锻件的主流工艺,先将锻件加热至淬火温度保温,随后快速水冷或油冷获得马氏体组织,再经 600-650℃高温回火,转化为稳定的回火索氏体组织,实现高强度与高韧性的最佳匹配;固溶处理用于不锈钢筒体锻件,加热至 1050-1100℃保温后快速冷却,使碳化物充分溶解,提升耐蚀性能。热处理过程中严格控制升温速度、保温时间与冷却方式,避免锻件产生变形、开裂等缺陷。
后续加工与质量检测是成品交付的最后保障。热处理后的筒体锻件,需经过粗加工、半精加工与精加工,去除表面氧化皮与加工余量,达到图纸尺寸精度与表面粗糙度要求。加工过程中采用数控设备,确保尺寸公差控制在 ±1.5mm 以内,壁厚差≤3mm。质量检测贯穿全流程,原材料阶段进行成分复验;锻造过程中监测温度、变形量;成品阶段需完成多项检测:无损检测包括超声波探伤(UT)检测内部缺陷、磁粉探伤(MT)检测表面裂纹,确保无超标缺陷;力学性能检测通过拉伸试验、冲击试验、硬度测试,验证抗拉强度、屈服强度、伸长率、冲击韧性等指标达标;组织检测通过金相分析,确认晶粒度、组织状态符合要求。所有检测数据记录存档,形成完整质量追溯体系,确保每一件筒体锻件品质可靠。
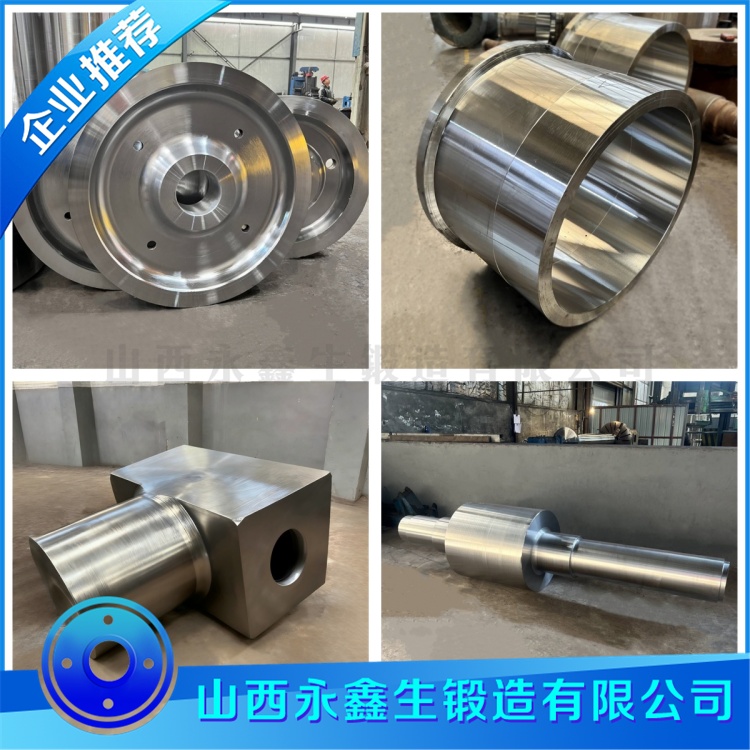
凭借成熟的锻造工艺体系与全流程质量管控,山西永鑫生重工可生产直径 500-3000mm、长度 1000-8000mm、重量 100kg-50 吨的各类筒体锻件,产品覆盖多材质、多规格、多领域,满足高端装备对大型筒体锻件的严苛需求。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



