 新浪微博
新浪微博 腾讯微博
腾讯微博

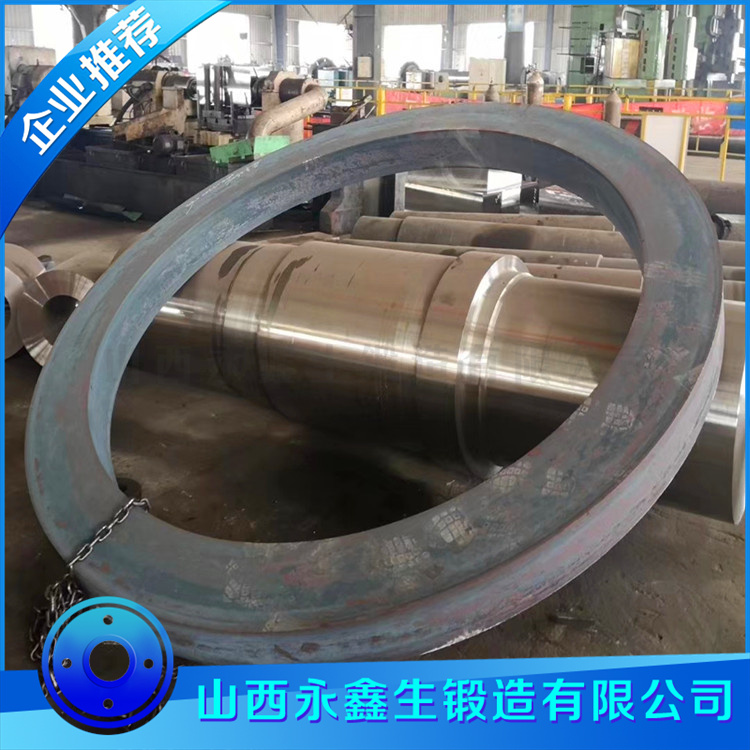
大型环形锻件生产技术与应用 —— 永鑫生重工的大型化制造实力
随着高端装备制造业向大型化、重载化、集成化方向发展,风电、核电、船舶、矿山机械等领域对大型环形锻件的需求日益增长,对产品的尺寸精度、性能稳定性、内部质量提出更高要求。山西永鑫生重工股份有限公司依托15000 吨自由锻油压机、7.5×7.5×21 米大型热处理炉、重型数控立式车床等核心设备,突破大型环形锻件生产技术瓶颈,具备生产外径 Φ500-Φ8000mm、重量≤120 吨的大型、超大型环形锻件能力,产品广泛应用于风电塔筒、核电容器、船舶艉轴、矿山磨机等核心设备,填补国内大型环形锻件国产化空白。
一、大型环形锻件的技术特点与生产难点
大型环形锻件通常指外径≥2000mm、重量≥5 吨的环形部件,与中小型环形锻件相比,具有尺寸大、重量重、工艺复杂、质控难度大等技术特点,生产过程面临多重难点:
原材料控制难度大:大型环形锻件需采用大吨位钢锭(5-120 吨),钢锭凝固过程中易产生成分偏析、夹杂、缩孔、疏松等缺陷,且缺陷尺寸大、分布广,检测与消除难度高。同时,大钢锭加热、锻造、热处理均匀性控制难度大,易出现内外温度不均、组织性能差异大等问题。
锻造工艺要求高:大型环坯变形量大,需大吨位锻造设备提供足够压力,确保充分穿透变形,消除内部疏松、细化晶粒。同时,大型环件在锻造、转运过程中易产生变形、裂纹,对锻造温度、变形速率、变形量控制精度要求极高。
热处理均匀性难保障:大型环形锻件壁厚、高度尺寸大,热处理时内外、上下温度均匀性控制难度大,易出现硬度不均、组织差异、内应力过大等问题,导致后续加工变形、使用过程开裂。
检测与精度控制难:大型环件尺寸检测、无损检测范围大,需高精度、大范围检测设备;同时,大型环件加工、热处理后易产生变形,尺寸精度、形位公差控制难度显著高于中小型环件。
二、永鑫生重工大型环形锻件核心生产技术
针对大型环形锻件生产难点,永鑫生重工经过多年技术研发与工艺优化,形成一套成熟的大型化制造技术体系,保障产品质量与性能稳定。
1. 大吨位钢锭精选与预处理技术
原料优选:选用国内一线钢厂的优质大吨位电渣重熔钢锭、真空脱气钢锭,纯度高、偏析小、内部缺陷少。进厂后通过大型超声波探伤仪全面检测钢锭内部质量,采用低倍分析检测偏析、疏松等级,确保原料符合大型锻件要求。
均匀化预处理:大钢锭进厂后进行高温均匀化退火(1150-1200℃保温 24-48 小时),消除成分偏析、细化组织,提升材料均匀性。
精准下料:采用大型数控火焰切割机切割钢锭,尺寸公差 ±1mm,端面垂直度≤0.1°,为后续锻造均匀变形奠定基础。

2. 大吨位自由锻成型技术
公司核心设备15000 吨自由锻油压机,具备大吨位、高精度、稳定加压能力,可满足 120 吨级钢锭的锻造需求:
分步锻造工艺:采用 “一火镦粗 — 二火冲孔 — 三火扩孔 — 四火整形” 的分步锻造工艺,每火次变形量控制在 30-50%,避免单次变形过大产生裂纹。
温度精准控制:加热采用大型智能加热炉,分阶段升温、长时间保温(每 100mm 厚度保温 2 小时),确保钢锭内外温度均匀(温差≤30℃)。锻造过程中,通过红外测温仪实时监测环坯温度,温度低于 900℃立即回炉加热,杜绝低温锻造。
防变形控制:大型环件锻造、转运过程中,采用专用工装夹具支撑,防止因自重产生变形;扩孔时采用对称扩孔工艺,保证环件圆周受力均匀,圆度误差≤5mm/m。
3. 大型环件均匀热处理技术
依托7.5×7.5×21 米大型台车式热处理炉,炉膛尺寸可容纳外径 Φ8000mm、高度 2000mm 的超大型环形锻件:
均匀控温技术:炉体配备多点热电偶测温系统(20 个测温点),实时监测炉内各区域温度,通过自动调节燃烧器,控制炉温均匀性≤10℃,确保大型环件内外、上下温度一致。
阶梯式热处理工艺:针对大型环件壁厚特点,采用阶梯式升温、保温、冷却工艺:升温阶段分 3-4 段缓慢升温(每小时≤50℃),避免热应力过大;保温时间按壁厚计算(每 100mm 保温 3 小时),确保组织充分转变;冷却阶段采用缓慢空冷或风冷,避免快速冷却产生变形、裂纹。
应力消除技术:热处理后进行低温去应力退火(550-600℃保温 8-12 小时),彻底消除锻造、热处理内应力,防止后续加工变形。
4. 大型环件精密加工与检测技术
重型加工设备:配备重型数控立式车床(工作台直径 Φ10 米)、大型落地镗铣床,可加工外径 Φ8000mm、高度 2000mm 的大型环形锻件,加工精度达 IT7 级,表面粗糙度 Ra3.2μm。
高精度检测:采用大型三坐标测量仪(测量范围 Φ10 米)、超声波探伤仪(穿透深度≤500mm),全面检测大型环件尺寸、形位公差与内部质量。
变形控制:加工过程中采用多次时效处理,逐步消除内应力;精加工分 2-3 次进行,每次加工后静置 24 小时,释放应力,确保最终尺寸稳定。
三、大型环形锻件的核心应用领域
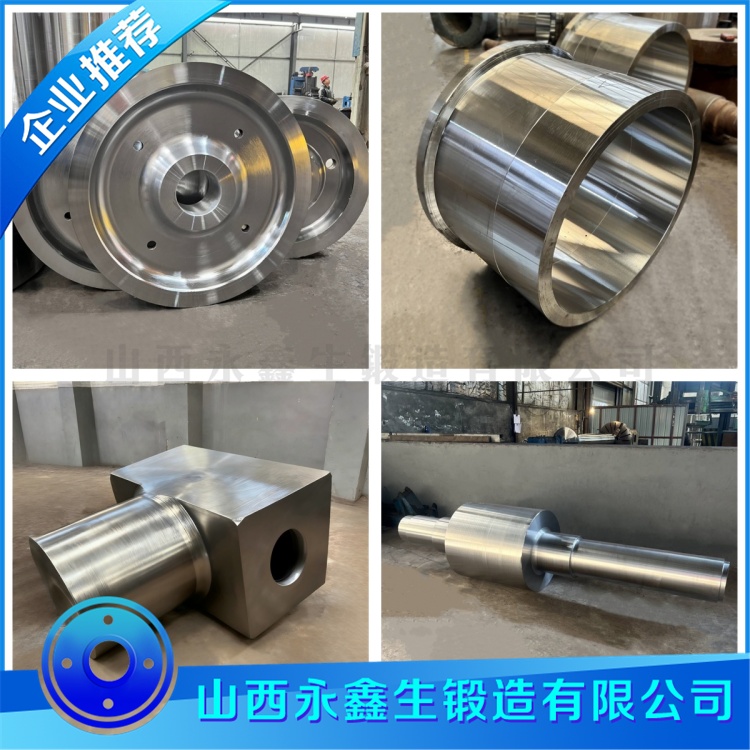
永鑫生重工生产的大型环形锻件,凭借大尺寸、高性能、高可靠性优势,广泛应用于国家重点高端装备领域:
风电领域:大型风电塔筒法兰(外径 Φ3000-Φ8000mm)、机舱底座环、轮毂环,采用 42CrMo、34CrNiMo6 材质,调质处理后强度高、韧性好,可抵御 12 级以上台风载荷,支撑风机稳定运行。
核电领域:反应堆压力容器法兰、稳压器法兰、泵体环件,采用 SA-508 Gr.3 Cl.2 核电专用钢,高纯净度、抗辐照、低硫磷,满足核电 60 年设计寿命要求。
船舶与海洋工程:船舶艉轴环、舵机环、海上风电基础环,采用双相不锈钢、35CrMo 材质,耐海水腐蚀、抗波浪冲击,适配海洋恶劣环境。
矿山机械:矿山磨机筒体环、破碎机齿轮环、起重机回转支承环,采用 34CrNiMo6 材质,重载耐磨、抗疲劳,满足矿山 24 小时连续重载运行。
压力容器与化工设备:大型反应釜法兰、加氢反应器环件,采用 16MnR、316L 材质,耐高温高压、耐酸碱腐蚀,保障化工设备安全运行。
四、技术实力与行业贡献
永鑫生重工通过技术创新与设备升级,突破大型环形锻件生产的多项技术瓶颈,形成自主知识产权的大型化制造工艺,产品性能达到国际先进水平,替代进口产品,降低国内高端装备制造成本。公司已为国内多个风电、核电、矿山机械重点项目提供大型环形锻件产品,凭借稳定质量、准时交付、专业服务,成为国内大型环形锻件核心供应商之一。
未来,随着高端装备制造业持续发展,大型环形锻件需求将不断增长,对技术、质量、规格的要求也将更高。永鑫生重工将继续加大技术研发投入,优化大型化生产工艺,提升超大尺寸、超高性能环形锻件制造能力,为国家重大装备国产化提供更有力的支撑,推动中国大型环形锻件制造技术迈向世界一流水平。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



