 新浪微博
新浪微博 腾讯微博
腾讯微博

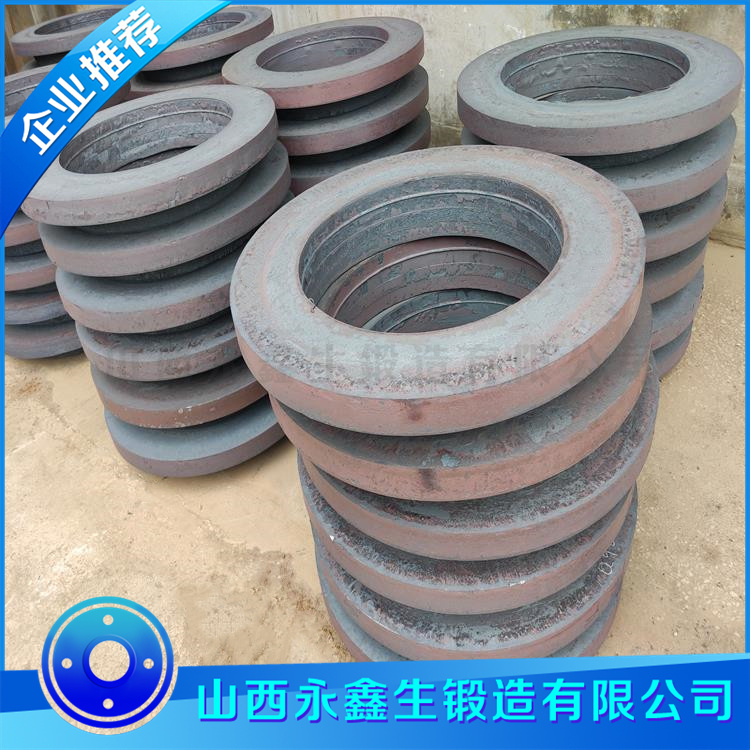
环形锻件 —— 重型装备的核心承力基石
一、环形锻件的核心定位与价值
环形锻件是通过锻造工艺对金属坯料施加塑性变形,加工成环形或类环形结构的关键基础部件,与铸造、焊接等工艺制品相比,其核心优势在于通过塑性变形细化金属晶粒、致密内部组织,形成连续完整的周向金属流线,从根本上提升产品的抗拉强度、抗冲击韧性与疲劳寿命,是支撑高端装备稳定运行的 “核心承力基石”。
作为重型装备、能源装备、工程机械等领域的必备核心零件,环形锻件的性能直接决定了装备的承载能力、安全等级与使用寿命。无论是风电塔筒的连接法兰、核电设备的支撑环圈,还是工程机械的回转支承环,环形锻件均需在极端工况下长期承受高负荷、高冲击,其品质可靠性成为装备安全运行的关键前提。
二、核心材质与应用场景适配
环形锻件的材质选择严格匹配不同应用场景的工况需求,主流材质涵盖碳素钢、合金钢、不锈钢三大类,各材质具备独特性能优势,适配多样化工业需求。
(一)碳素钢环形锻件
以 Q345、45 钢为代表,具备成本低、加工性能好的特点,适用于对强度要求适中、工况环境温和的通用装备,如普通工程机械的行走机构环、通用机械的传动轴承环等,是工业领域应用范围最广的基础材质环形锻件。
(二)合金钢环形锻件
以 42CrMo、34CrNiMo6、20MnMo 等为代表,通过合金元素的添加显著提升强度、韧性与耐磨性,可适应高温、高压、高冲击的复杂工况。其中,42CrMo 合金环广泛应用于风电回转支承环、汽轮机轴系配套环;34CrNiMo6 合金环适配高负荷齿轮箱传动环;20MnMo 合金环则是压力容器、核电设备的核心承力环件,完美匹配高端装备的严苛性能要求。
(三)不锈钢环形锻件
以 304、316L、2205 双相不锈钢为代表,具备优异的耐腐蚀性、抗氧化性,适用于化工、海洋工程、核电等腐蚀环境或洁净度要求高的领域。304 不锈钢环适配普通化工设备的密封环;316L 不锈钢环耐海水、耐酸碱腐蚀,用于海洋平台装备环件;2205 双相不锈钢环兼具高强度与耐腐蚀性,是核电、海水淡化设备的理想选择。
三、全流程生产工艺与核心设备
环形锻件的生产需历经下料、加热、锻造、热处理、机加工、检测六大核心环节,每一道工序均依托专业设备精准把控,确保产品尺寸精度与性能达标,核心工艺与设备如下:
(一)下料环节
根据产品规格与材质,采用大型数控火焰切割机或带锯床对钢锭、圆钢进行精准下料,严格控制坯料尺寸误差,为后续锻造工序奠定基础,下料精度直接影响锻件的材料利用率与后续加工余量。
(二)加热环节
依托天然气加热炉、台车式热处理炉等设备,对坯料进行均匀加热,精准控制加热温度与保温时间。其中,合金钢加热温度控制在 1100℃-1200℃,不锈钢加热温度控制在 1150℃-1230℃,确保坯料塑性达标,同时避免过热、过烧等缺陷,保障金属组织稳定性。
(三)锻造环节
核心采用自由锻造工艺,依托 15000 吨自由锻油压机、120 吨液压锤等重型设备,完成镦粗、冲孔、扩孔等核心工序。先通过镦粗使坯料轴向压缩、径向延展,再经冲孔形成环形毛坯,最后通过扩孔调整环件内径与外径,控制锻造比不低于 3.0,确保金属流线连续完整,提升环件力学性能。
(四)热处理环节
采用正火、调质、固溶等工艺,针对不同材质精准制定热处理参数。合金钢环件多采用调质处理(淬火 + 高温回火),细化晶粒、消除内应力,平衡强度与韧性;不锈钢环件采用固溶处理,恢复耐腐蚀性;大型环件需搭配低温长时间保温的去应力退火工艺,避免后续使用中出现变形开裂。核心设备包括 7.5×7.5×21 米大型热处理炉、真空热处理炉,确保热处理均匀性与精度。
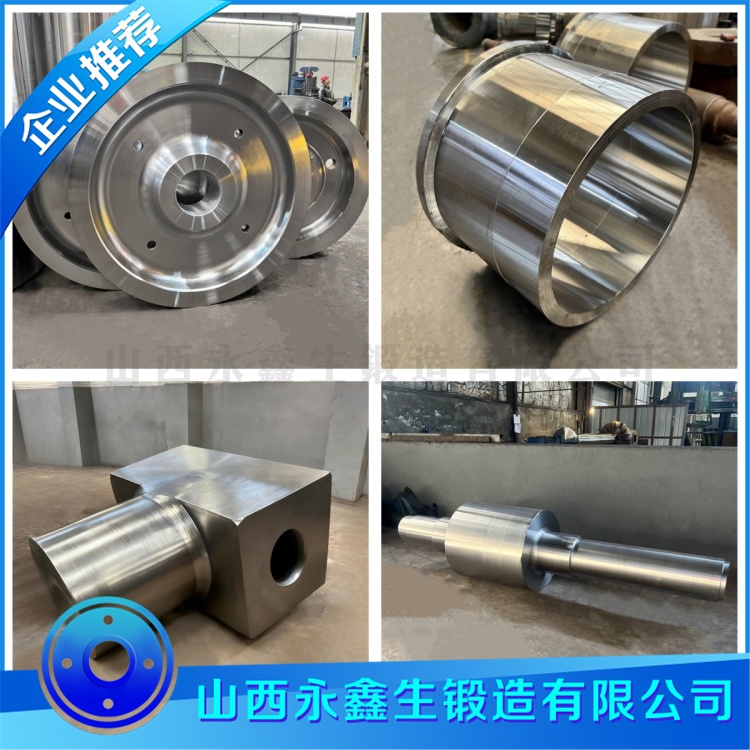
(五)机加工环节
依托数控立车、数控镗床、龙门铣床等高精度加工设备,对锻件进行粗加工与精加工,精准控制环件的外径、内径、高度、圆度等尺寸公差。普通级环件外径公差控制在 ±1%-±2%,精密级环件(如航空、核电用)外径公差可达 ±0.5%,圆度≤0.5% 直径,端面平行度≤0.3mm/100mm,满足高端装备的装配精度要求。

四、全维度质量检测体系
质量检测是环形锻件生产的核心环节,依托理化实验室与专业检测设备,构建 “全流程、多维度、高标准” 的检测体系,确保每一件产品符合行业标准与客户需求,核心检测项目与设备如下:
(一)化学成分检测
采用直读光谱仪对坯料与成品进行化学成分分析,精准检测 C、Si、Mn、Cr、Ni 等元素含量,确保符合 GB/T 3077、ASTM A182 等标准要求,严控 S、P 等杂质含量,从源头保障材质性能。
(二)力学性能检测
在万能试验机上完成拉伸试验,测定屈服强度(Rp0.2)、抗拉强度(Rm)、断后伸长率(A)等指标;通过冲击试验机开展 - 20℃或 - 40℃低温冲击试验,确保环件在低温工况下具备足够韧性;采用布氏硬度计(HBW)、洛氏硬度计(HRC)检测硬度均匀性。取样严格遵循标准,壁厚>100mm 的环件在 1/4 壁厚处径向取样,精准反映周向性能。
(三)无损检测
超声波检测(UT):采用 2-5MHz 超声波探伤仪,按 ASTM A388、GB/T 6402 标准,检测环件内部气孔、夹杂、裂纹等缺陷,验收等级根据应用场景分为 Class B(一般工业)与 Class D(航空级);
磁粉检测(MT):适用于铁磁性材质环件,精准检测表面及近表面裂纹缺陷,磁化电流、磁悬液浓度严格按标准校准,确保检测灵敏度;
渗透检测(PT):用于非磁性材质(如部分不锈钢)环件,检测表面开口缺陷,严格控制预清洗、渗透、乳化、显像各环节时间,保障检测准确性。
(四)金相组织检测
通过金相显微镜观察环件晶粒度(控制在 5-8 级,符合 ASTM E112 标准)、非金属夹杂物(≤2 级,符合 GB/T 10561 标准),检查周向金属流线连续性,无切断、紊乱等问题,确保组织均匀性与性能稳定性。
(五)尺寸与外观检测
采用三坐标测量仪、游标卡尺、千分尺等设备,精准检测环件的外径、内径、高度、圆度、平行度等尺寸;人工与设备结合检查外观质量,杜绝裂纹、折叠、氧化皮压入等缺陷,机加工余量内允许局部修磨(深度≤余量 50%)。
五、行业标准与质量管控
环形锻件生产严格遵循行业标准,核心依据包括团体标准 T/CCMI 16—2022《锻轧式大型环形锻件 通用技术条件》、GB/T 26099《大型环形锻件》、ASTM A788《锻件通用要求》等。企业建立全流程质量追溯体系,每一件环件均标注材料牌号、热处理状态、炉批号,配套材质证明、热处理记录、无损检测报告、力学性能报告等完整资料,确保产品可追溯、可验证。
同时,企业以 ISO 9001 质量管理体系为框架,从原材料采购、生产过程管控到成品出厂,实施全流程质量管控,每一道工序均设置质量检验点,不合格品坚决不流转、不出厂,以严苛的质量标准保障产品可靠性。
六、总结
环形锻件作为高端装备的核心承力部件,其材质、工艺、检测的每一个环节都关乎装备的安全与性能。山西永鑫生重工依托 15000 吨自由锻油压机、大型热处理炉、直读光谱仪、超声波探伤仪等核心设备,构建了从下料、锻造、热处理到检测的全流程生产体系,以实事求是、精益求精的生产理念,为能源、重工、工程机械等领域提供高品质环形锻件,以可靠的产品性能支撑各类高端装备的稳定运行。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



