 新浪微博
新浪微博 腾讯微博
腾讯微博

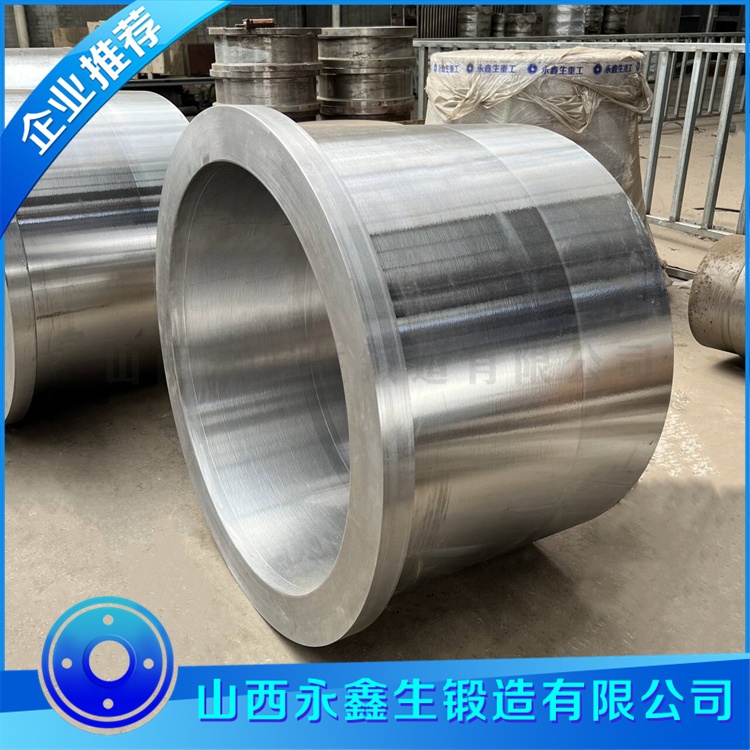
筒体锻件生产工艺全流程深度解析
筒体锻件作为重型装备的核心承压部件,其生产工艺复杂、技术要求严苛,每一道工序都直接决定产品质量与使用寿命。山西永鑫生重工股份有限公司凭借多年锻造经验,形成了一套成熟、稳定、高效的筒体锻件生产工艺体系,涵盖原材料准备、精准下料、科学加热、精密锻造、智能热处理、精细加工、严苛检测七大核心环节,实现从钢锭到成品的全流程可控,为客户提供高品质筒体锻件产品。
一、原材料准备:源头把控,奠定质量基础
原材料是筒体锻件质量的第一道防线,优质原材料是生产高性能筒体锻件的前提。公司严格遵循 “材质适配、纯净度高、性能稳定” 的选材原则,根据筒体锻件的使用工况、温度、压力、介质特性,精准选用碳钢、合金结构钢、不锈钢或特种合金材质。常用碳钢包括 Q245R、16MnDR、20# 钢,合金结构钢以 42CrMo、35CrMo、40CrNiMoA 为主,不锈钢选用 304、316L、双相不锈钢,特种合金采用 Inconel 600、Inconel 718 等。
原材料采购优先选择国内大型钢铁企业的优质电炉钢锭或电渣重熔钢锭,电渣重熔钢锭具备纯净度高、组织均匀、缺陷少等优势,特别适用于核电、高压容器等高端领域筒体锻件。原材料进厂后,需经过严格的入厂检验,包括化学成分分析、超声波探伤(UT)、力学性能测试、外观检查等。采用光谱仪进行化学成分分析,确保 C、Si、Mn、S、P 等元素含量符合标准,严格控制有害元素 S≤0.015%、P≤0.025%,氢含量≤2ppm,避免杂质元素导致锻件脆化。超声波探伤检测内部缩孔、疏松、夹杂、裂纹等缺陷,100% 探伤,杜绝不合格原材料投入生产。
二、精准下料:尺寸可控,预留加工余量
下料工序是将合格原材料切割成符合锻造需求的坯料,精准控制尺寸、预留合理余量,是后续锻造和加工的基础。公司根据筒体锻件成品尺寸、锻造变形量、加工余量要求,采用火焰切割、等离子切割或锯切方式下料。对于大直径、大厚度坯料,采用火焰切割,效率高、成本低;对于高精度要求坯料,采用锯切或等离子切割,切口平整、尺寸精度高。
下料时需精准计算坯料尺寸,预留合理的锻造余量和机械加工余量,通常直径方向留 10-20mm,长度方向留 20-30mm,避免后续加工后尺寸不足。同时考虑锻造过程中的氧化烧损、变形量,确保锻造后坯料尺寸满足粗加工要求。下料后对坯料端面进行打磨处理,去除氧化皮、毛刺、割渣,确保端面平整、无歪斜,防止加热时毛刺熔化渗入坯料内部形成缺陷,或锻造时端面受力不均导致开裂。下料后对坯料进行标识,注明材质、规格、炉批号,实现全程可追溯。
三、科学加热:均匀受热,杜绝热应力缺陷
加热工序是筒体锻件生产的关键环节,核心目的是使坯料均匀受热、降低变形抗力、提高塑性,同时避免热应力裂纹、晶粒粗大、氧化脱碳等缺陷。公司采用先进的台车式加热炉、环形炉或感应加热炉,配备高精度热电偶和温控系统,炉温波动控制在 ±8℃以内,热电偶布置间距≤1m,严格遵循 AMS 2750E 标准,确保加热温度精准、均匀。
加热采用分段加热工艺,分低温预热、中温升温、高温透烧三个阶段,避免温差过大产生热应力裂纹。低温预热阶段(室温 - 650℃),升温速率控制在≤50℃/h,缓慢升温,消除坯料内部残余应力,防止低温脆性开裂。中温升温阶段(650℃-850℃),适当提高升温速率,使坯料温度均匀上升,为高温透烧做准备。高温透烧阶段(850℃- 始锻温度),碳钢加热至 1100-1200℃,低合金钢 1100-1150℃,不锈钢 1050-1150℃,高温合金 1180-1250℃,保温时间按坯料截面厚度计算,通常 1.5-2 分钟 /mm,确保坯料内外温度一致、完全透烧,避免内部未烧透导致锻造变形不均。
加热过程中实时监测炉温与坯料温度,严格控制始锻温度和终锻温度,始锻温度不超过 1180℃,防止过热过烧;终锻温度高于材料再结晶温度,碳钢≥800℃,不锈钢≥850℃,钛合金≥800℃,避免低温锻造导致晶粒破碎、力学性能下降。温度不足时立即回炉保温,严禁低温强行锻打。同时控制炉内气氛,减少氧化脱碳,保护坯料表面质量。
四、精密锻造:塑形核心,保证金属流线连续
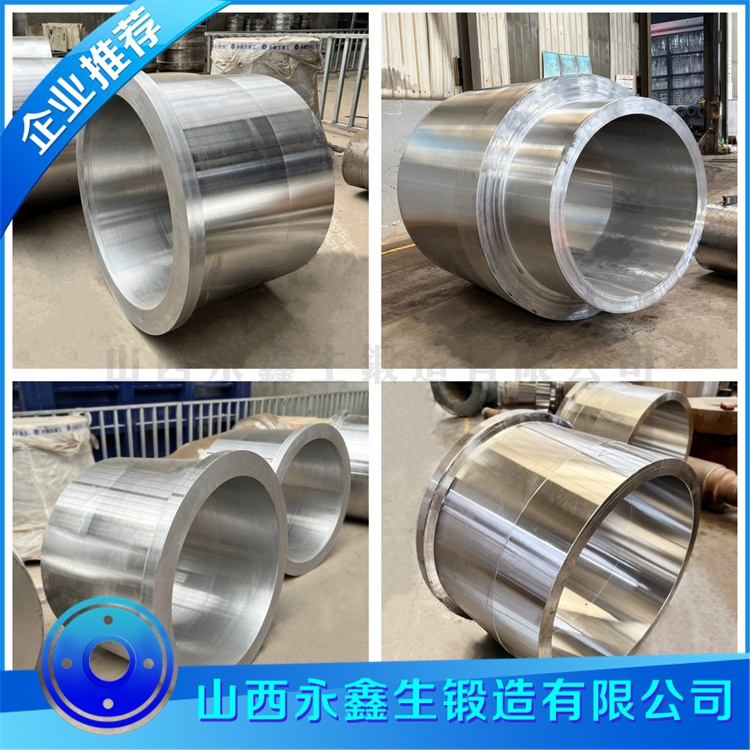
锻造是筒体锻件塑形的核心工序,通过外力使加热后的坯料发生塑性变形,形成空心圆筒状结构,同时破碎铸态组织、细化晶粒、焊合内部缺陷、保证金属流线连续完整,大幅提升力学性能。公司依托 15000 吨自由锻油压机、8 吨液压锤、马架扩孔装置等重型装备,具备单重 120 吨、直径 5000mm 大型筒体锻件的锻造能力,采用自由锻造工艺,核心工序包括镦粗、冲孔、拔长、马架扩孔、精整。
镦粗:将加热后的坯料放置在水压机平台上,通过上砧向下施压,使坯料高度降低、直径增大,目的是破碎铸态组织、细化晶粒、提高致密度、为后续冲孔做准备。采用平板镦粗 + 叠镦工艺,镦粗比≥2.5(核电锻件≥3),每道次变形量控制在 20%-30%,避免变形量过大导致开裂,或过小无法破碎铸态组织。镦粗过程中实时监测坯料变形,确保变形均匀、无歪斜、无裂纹。
冲孔:镦粗后的坯料中心钻孔,形成空心结构,为后续扩孔、拔长奠定基础。采用空心冲头,预热冲头至 300℃,减少冲头与坯料温差,防止孔壁拉裂;冲孔速度控制在 5-10mm/s,匀速冲孔,避免速度过快导致孔壁撕裂、过慢导致冲头粘连。冲孔后及时清理孔内氧化皮,检查孔壁质量,无裂纹、无毛刺。
拔长:将冲孔后的坯料套在芯棒上,通过水压机砧块反复施压,使坯料长度增加、壁厚减薄、直径缩小,优化筒体长度与直径比例,保证金属流线沿轴向连续。使用 V 型砧(角度 110°-120°),送进量 L=(0.6-0.8) B(B 为砧宽),锻造比≥3(核电锻件≥4),确保锻透性、细化晶粒。拔长过程中多次翻转坯料,保证变形均匀,避免壁厚不均、椭圆度超标。
马架扩孔:对于大口径筒体锻件,采用马架扩孔工艺,将拔长后的坯料套在马架芯棒上,通过旋转芯棒和施压砧块,逐步扩大内径、调整壁厚,达到成品尺寸要求。分多火次扩孔,每火次变形量≤15%,芯棒转速 2-5rpm,实时激光测径控制椭圆度≤1% 直径,确保筒体圆度、壁厚均匀性。
精整:锻造后期进行精整处理,修正筒体尺寸、圆度、直线度,消除锻造过程中的变形缺陷,确保外形尺寸符合粗加工要求。锻造完成后及时标记炉批号、锻件编号,便于后续追溯。
五、智能热处理:优化性能,消除锻造应力
热处理是提升筒体锻件力学性能、消除锻造应力、稳定组织尺寸的关键工序,通过加热、保温、冷却的合理组合,细化晶粒、调整硬度、提升强度、韧性和抗疲劳性能。公司配备 40 吨淬火吊、可控气氛正火炉、回火炉、调质热处理生产线,可执行大型筒体分段淬火、正火、回火、调质、固溶处理等多种热处理工艺,适配不同材质筒体锻件性能需求。
碳钢 / 低合金钢筒体锻件:采用正火 + 回火工艺,正火温度 900-950℃,保温后空冷,细化晶粒、均匀组织、消除锻造应力;回火温度 600-650℃,保温后缓冷,降低硬度、提高韧性、稳定尺寸。对于高强度要求的筒体锻件,采用调质处理(淬火 + 高温回火),淬火温度 850-880℃,油冷或水冷,高温回火 550-650℃,获得高强度、高韧性的综合力学性能。
不锈钢筒体锻件:304/316L 不锈钢采用固溶处理,1050-1100℃保温 1 小时后水冷,溶解碳化物、恢复耐蚀性、细化晶粒。321 不锈钢采用稳定化退火,850-900℃保温 2 小时,形成 TiC 稳定碳化物,提高抗晶间腐蚀能力。
合金结构钢筒体锻件:42CrMo、35CrMo 等采用调质处理,淬火温度 830-860℃,油冷,回火温度 580-650℃,调质后抗拉强度达 900-1080MPa、屈服强度≥700MPa、-20℃冲击功≥50J,满足高压重载工况需求。
特种合金筒体锻件:Inconel 系列采用时效处理,710-730℃保温 8-12 小时,析出强化相,提升高温强度和抗蠕变性能。
热处理过程中采用智能温控系统,实时监控炉温、锻件温度、保温时间、冷却速度,严格执行工艺曲线,避免温度偏差、保温不足、冷却过快或过慢导致性能不合格、变形超标、裂纹产生。热处理后对筒体锻件进行外观检查、硬度测试、尺寸检测,确保无裂纹、无变形、硬度符合要求。
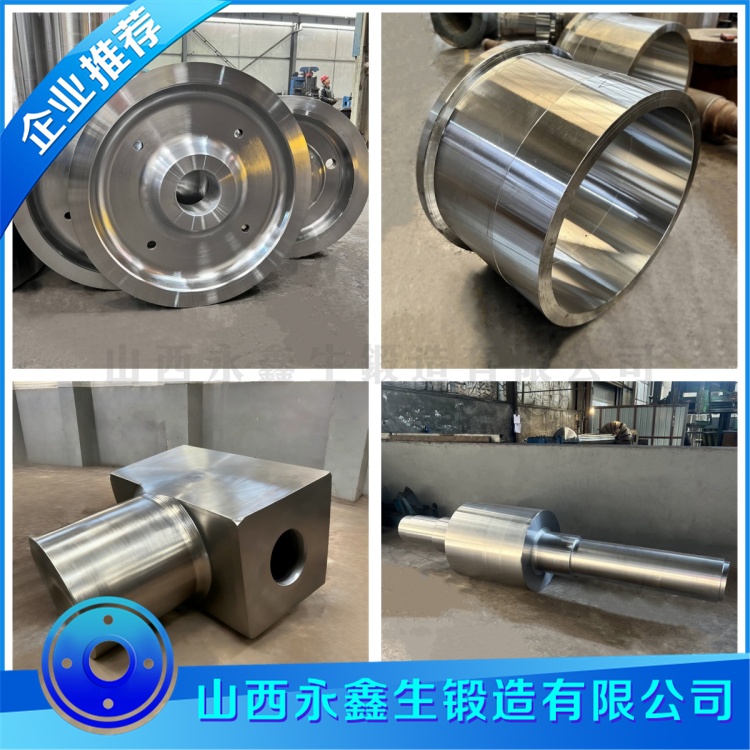
六、精细加工:精准尺寸,提升表面质量
机械加工是将热处理后的筒体锻件加工成符合图纸要求的成品,保证尺寸精度、形位公差和表面粗糙度,满足装配和使用需求。公司配备大型数控车床、立式车床、镗床、磨床等精密加工设备,可加工直径 5000mm、长度 6000mm 的大型筒体锻件,加工精度高、效率快、质量稳定。
机械加工分为粗加工和精加工两个阶段。粗加工:去除锻造和热处理产生的氧化皮、余量,车削外圆、内孔、端面、台阶,留 2-3mm 精加工余量,修正锻造变形,保证外形基本尺寸和同轴度。粗加工后进行超声波探伤,检查内部质量,消除粗加工暴露的缺陷。
精加工:根据图纸要求,精准车削外圆、内孔、端面、坡口、法兰面,保证尺寸公差、圆度、圆柱度、同轴度、端面平面度等形位公差。尺寸公差按 GB/T 1804-m 级执行,圆度误差≤0.1% 直径,表面粗糙度 Ra≤3.2μm,密封面、法兰面等关键部位可达 Ra1.6μm。坡口加工严格按图纸要求,焊接坡口角度 30°±2°,钝边 1-2mm,确保焊接质量。
加工过程中采用激光测量仪、大型卡规、千分尺等精密量具,实时检测尺寸精度,确保每一个尺寸都符合图纸要求。加工完成后清理表面毛刺、铁屑、油污,进行外观检查,确保表面无划痕、无磕碰、无锈蚀。
七、严苛检测:全程质控,确保产品可靠
检测验收是筒体锻件出厂前的最后一道关卡,通过严格的无损检测、力学性能测试、尺寸检测、外观检查,确保产品质量符合国家标准、行业标准和客户技术要求,杜绝不合格产品出厂。公司理化实验室配备先进的检测设备,具备独立检测资质,检测过程严格遵循 GB/T、JB/T、ASME 等标准,检测报告真实、准确、有效。
无损检测(NDT):采用超声波探伤(UT)、磁粉探伤(MT)、渗透探伤(PT)等方法,100% 检测筒体锻件内部和表面缺陷。超声波探伤(UT)按 JB/T 4730.3-2015 标准执行,Ⅱ 级合格,检测内部缩孔、疏松、夹杂、裂纹等缺陷。磁粉探伤(MT)、渗透探伤(PT)检测表面和近表面裂纹、夹杂、气孔等缺陷,裂纹检出灵敏度达 0.05mm,确保表面无有害缺陷。
力学性能测试:在筒体锻件 1/4 壁厚处取样,进行拉伸试验、冲击试验、硬度试验,检测抗拉强度、屈服强度、伸长率、断面收缩率、冲击功、硬度等指标,确保力学性能符合标准和客户要求。低温容器用筒体锻件需进行 - 20℃低温冲击试验,确保低温韧性。
尺寸检测:采用激光扫描、大型卡规、千分尺、百分表等精密量具,全面检测筒体锻件外径、内径、长度、壁厚、圆度、圆柱度、同轴度、端面平面度、坡口尺寸等,确保尺寸精度、形位公差符合图纸要求。重量公差控制在 ±0.8% 以内,核电锻件要求 ±0.5%。
外观检查:检查筒体锻件表面无裂纹、无划痕、无磕碰、无锈蚀、无氧化皮,表面粗糙度符合要求,标识清晰、完整。
检测合格后,出具完整的质量证明书,包括原材料材质证明、化学成分分析报告、锻造工艺记录、热处理工艺曲线、无损检测报告、力学性能测试报告、尺寸检测报告等,实现全程质量追溯。公司秉持 “质量零缺陷、客户零投诉” 的质量目标,严格把控每一道工序、每一件产品,为客户提供高品质、高可靠性的筒体锻件产品。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



