 新浪微博
新浪微博 腾讯微博
腾讯微博

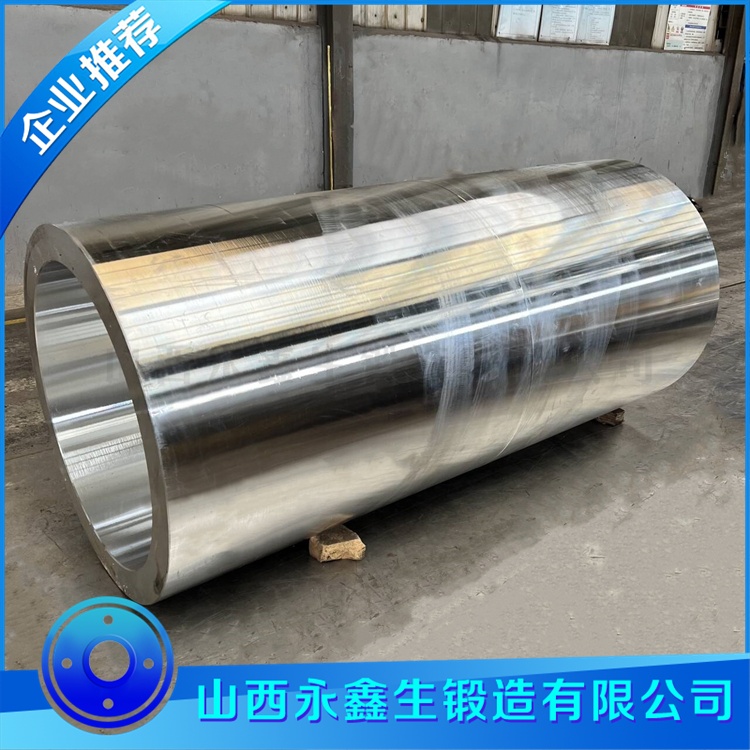
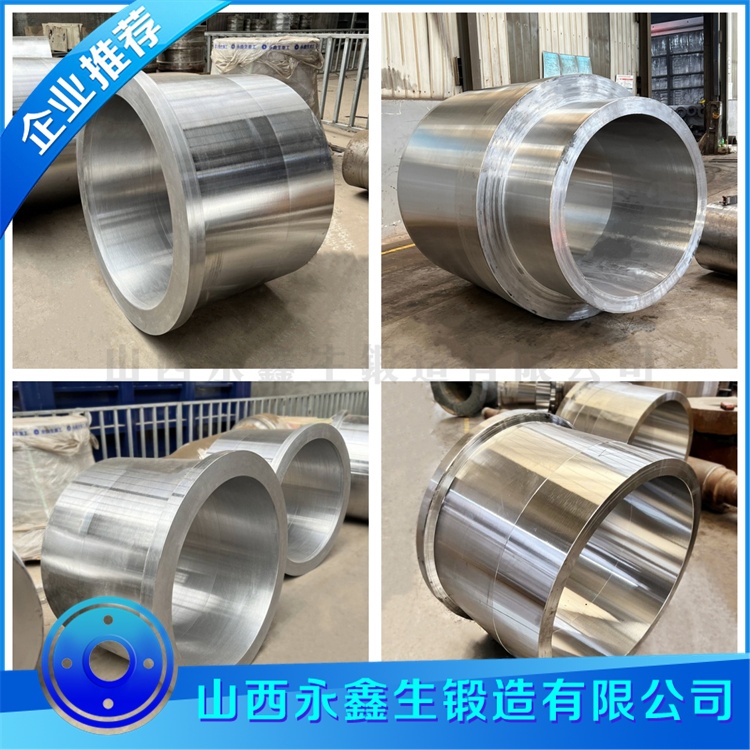
大型筒体锻件制造关键技术与装备能力
大型筒体锻件(外径≥500mm、单重≥50 吨)是核电、超超临界火电、大型石化、深海油气、军工等国家战略性产业的核心承压部件,其制造水平直接反映一个国家重型装备制造能力和工业实力。大型筒体锻件具有尺寸大、壁厚大、单重重、技术要求高、质量控制严、制造难度大等特点,需依赖万吨级锻造装备、先进热处理设备、精密加工设备、高端检测设备和成熟的工艺技术,是典型的技术密集型、装备密集型产品。山西永鑫生重工股份有限公司立足定襄锻造产业集群优势,投入巨资升级装备、研发技术,具备大型筒体锻件研发与批量生产能力,可生产单重最高 120 吨、直径最大 5000mm、长度最大 6000mm 的大型筒体锻件,为国家重大装备国产化提供有力支撑。
一、大型筒体锻件制造核心技术
(一)大吨位钢锭冶炼与纯净度控制技术
大型筒体锻件质量的源头是钢锭,单重≥50 吨的大型筒体锻件需匹配单重 80-150 吨的大型钢锭,钢锭纯净度、均匀性、致密度直接决定锻件内部质量。公司采用电渣重熔(ESR)或真空电弧重熔(VAR)技术冶炼大型钢锭,相比普通电炉钢锭,具有纯净度高、杂质少、组织均匀、偏析小、致密度高、缺陷少等显著优势。
严格控制钢水化学成分,降低有害元素含量:S≤0.015%、P≤0.025%、氢含量≤2ppm、氧含量≤30ppm、氮含量≤80ppm,避免杂质元素导致锻件脆化、开裂、疲劳失效。采用真空脱气、吹氩搅拌、保护浇注等工艺,去除钢水中气体和夹杂,提升钢锭纯净度;控制钢锭冷却速度,减少偏析、缩孔、疏松等缺陷,确保钢锭内部质量均匀、稳定。
(二)分段加热与均匀控温技术
大型钢锭(直径≥2000mm、单重≥80 吨)加热过程中易出现内外温差大、热应力裂纹、晶粒粗大、氧化脱碳等问题,需采用分段加热、精准控温、均匀受热技术。公司配备台车式大型加热炉(有效尺寸 8m×6m×4m),配备高精度热电偶、智能温控系统、炉内气氛控制系统,炉温波动≤±8℃,热电偶布置间距≤1m,严格遵循 AMS 2750E 标准,确保加热温度精准、均匀。
加热采用三阶段分段加热工艺:
低温预热阶段(室温 - 650℃):升温速率≤50℃/h,缓慢升温,消除钢锭内部残余应力,防止低温脆性开裂,保温时间≥2h。
中温升温阶段(650℃-850℃):升温速率≤80℃/h,使钢锭温度均匀上升,减少内外温差,为高温透烧做准备。
高温透烧阶段(850℃- 始锻温度):碳钢 1150-1200℃、合金钢 1100-1150℃、不锈钢 1050-1150℃,保温时间按钢锭截面厚度计算(1.5-2 分钟 /mm),确保钢锭内外温度一致、完全透烧,避免内部未烧透导致锻造变形不均、开裂。
加热过程中实时监测钢锭表面温度和心部温度,控制温差≤50℃,防止热应力裂纹;严格控制始锻温度(≤1180℃)和终锻温度(≥820℃),避免过热过烧和晶粒粗大。
(三)万吨级自由锻造成形技术
锻造是大型筒体锻件成形的核心,需依赖万吨级自由锻油压机和专用工装设备,采用镦粗 - 冲孔 - 拔长 - 马架扩孔 - 精整多工序联合成形工艺,确保筒体尺寸、形状、组织和性能达标。
镦粗工艺:采用平板镦粗 + 叠镦组合工艺,镦粗比≥2.5(核电锻件≥3),每道次变形量控制在 20%-30%,破碎钢锭铸态组织、细化晶粒、焊合内部疏松孔洞、提升致密度。镦粗后钢锭高度降至原高度的 1/2-1/3,直径扩大 1.5-2 倍,为后续冲孔奠定基础。
冲孔工艺:采用大型空心冲头(直径≥500mm),预热冲头至 300℃,减少温差;冲孔速度 5-10mm/s,匀速冲孔,防止孔壁拉裂;冲孔后及时清理孔内氧化皮,检查孔壁质量。
拔长工艺:采用V 型砧(110°-120°)+ 芯棒拔长,锻造比≥3(核电锻件≥4),送进量 L=(0.6-0.8) B(B 为砧宽),多道次、多方向翻转拔长,确保筒体长度增加、壁厚均匀、金属流线连续完整。
马架扩孔工艺:对于大口径筒体(直径≥3000mm),采用大型马架 + 可拆芯棒扩孔,分多火次扩孔,每火次变形量≤15%,芯棒转速 2-5rpm,实时激光测径控制椭圆度≤1% 直径,确保筒体圆度、壁厚均匀性。
精整工艺:锻造后期进行整体精整,修正筒体尺寸、圆度、直线度、同轴度,消除锻造变形缺陷,确保外形尺寸符合粗加工要求。
(四)大型筒体热处理与变形控制技术
大型筒体锻件(长度≥4000mm、直径≥3000mm、壁厚≥150mm)热处理过程中易出现变形、弯曲、椭圆、晶粒粗大、性能不均等问题,需采用专用热处理设备、分段热处理、精准控温、变形矫正技术。
公司配备可控气氛大型正火炉、回火炉、调质热处理生产线、40 吨淬火吊,可处理长度 6000mm、直径 5000mm、单重 120 吨的大型筒体锻件。采用卧式热处理 + 专用支撑工装,防止筒体自重变形;对于超长筒体(长度≥5000mm),采用分段加热、分段淬火、分段回火工艺,确保热处理均匀、变形可控。
碳钢 / 低合金钢筒体:正火 900-950℃保温后空冷,回火 600-650℃保温后缓冷,细化晶粒、消除应力、稳定尺寸。
合金结构钢筒体:调质处理(淬火 830-860℃油冷 + 高温回火 580-650℃),获得高强度、高韧性综合性能。
不锈钢筒体:固溶处理 1050-1100℃保温后水冷,恢复耐蚀性、细化晶粒。
热处理过程中实时监测筒体温度、变形量,采用智能温控系统严格执行工艺曲线,控制炉温波动≤±5℃、保温时间误差≤±10 分钟;热处理后及时进行冷矫正,修正微小变形,确保筒体直线度、圆度、同轴度达标。
(五)大型筒体精密加工与尺寸控制技术
大型筒体锻件加工精度直接影响装配精度和密封性能,需采用大型精密数控加工设备、专用工装、在线检测技术,确保尺寸精度、形位公差和表面质量。
公司配备大型数控立式车床(加工直径 5000mm)、数控卧式车床(加工长度 6000mm)、数控镗床、大型磨床等精密加工设备,可完成大型筒体外圆、内孔、端面、法兰、坡口、台阶等部位的精密加工。采用专用定心工装、液压夹具,确保筒体装夹牢固、同轴度高;加工过程中采用激光在线测量系统,实时检测外径、内径、圆度、圆柱度、壁厚,动态调整加工参数,确保尺寸精度。
尺寸公差:外径、内径公差 ±0.5-±1mm,长度公差 ±1-±2mm,壁厚公差 ±0.8-±1.5mm。
形位公差:圆度误差≤0.1% 直径,圆柱度误差≤0.05% 长度,同轴度误差≤0.5mm,端面平面度误差≤0.3mm/m。
表面质量:表面粗糙度 Ra≤3.2μm,密封面、法兰面 Ra≤1.6μm,表面光洁、无划痕、无毛刺。
(六)全流程质量检测与追溯技术
大型筒体锻件质量要求极高,任何微小缺陷都可能导致重大安全事故,需建立原材料 - 锻造 - 热处理 - 加工 - 成品全流程质量检测与追溯体系,100% 无损检测、100% 力学性能测试、全程数据记录。
公司理化实验室配备光谱仪、超声波探伤仪(UT)、磁粉探伤仪(MT)、渗透探伤仪(PT)、万能材料试验机、冲击试验机、硬度计、激光扫描仪等先进检测设备,具备独立检测资质,检测过程严格遵循 GB/T、JB/T、ASME 等标准。
原材料检测:化学成分分析、UT 探伤、力学性能测试,确保钢锭质量合格。
锻造过程检测:温度曲线记录、变形量监测、外观检查,实时监控锻造质量。
热处理检测:温度曲线记录、硬度测试、UT 探伤,确保热处理后性能达标。
成品检测:100% UT 探伤(Ⅱ 级合格)、100% MT/PT 探伤(表面无有害缺陷)、力学性能测试(拉伸、冲击、硬度)、尺寸精度检测(激光扫描)、外观检查,出具完整质量证明书。
建立数字化质量追溯系统,每件筒体锻件分配唯一识别码,记录原材料炉批号、化学成分、锻造参数、热处理曲线、检测报告、加工数据等全流程信息,实现从钢锭到成品的全程可追溯,便于质量问题溯源和责任追究。
二、大型筒体锻件制造核心装备能力
(一)冶炼装备
配备50 吨电弧炉、40 吨电渣重熔炉(ESR)、30 吨真空电弧重熔炉(VAR)、真空脱气装置、吹氩搅拌装置、保护浇注装置,可冶炼单重 80-150 吨大型优质钢锭,纯净度高、组织均匀、缺陷少,满足大型筒体锻件原材料需求。
(二)加热装备
配备2 台台车式大型加热炉(有效尺寸 8m×6m×4m)、环形加热炉、感应加热炉,炉温控制精度 ±10℃,可加热单重 150 吨、直径 3000mm、长度 6000mm 的大型钢锭和筒体锻件,满足分段加热、均匀控温需求。
(三)锻造装备
核心装备为15000 吨自由锻油压机(国内领先、国际先进),配备8 吨液压锤、大型马架扩孔装置、V 型砧、专用芯棒、可拆冲头等专用工装设备,可锻造单重 120 吨、直径 5000mm、长度 6000mm 的大型筒体锻件,锻造比≥4,确保锻透性和组织均匀性。
(四)热处理装备
配备可控气氛大型正火炉、回火炉、调质热处理生产线、40 吨淬火吊、卧式热处理工装,可处理长度 6000mm、直径 5000mm、单重 120 吨的大型筒体锻件,实现分段加热、分段淬火、分段回火,控制热处理变形、优化力学性能。
(五)加工装备
配备大型数控立式车床(加工直径 5000mm)、数控卧式车床(加工长度 6000mm)、数控镗床、大型磨床、激光在线测量系统、专用工装夹具,可完成大型筒体精密加工,尺寸精度达 ±0.5mm,表面粗糙度 Ra≤1.6μm,满足高端装备装配要求。
(六)检测装备
理化实验室配备光谱仪、超声波探伤仪(UT)、磁粉探伤仪(MT)、渗透探伤仪(PT)、万能材料试验机、冲击试验机、硬度计、激光扫描仪、大型卡规、精密量具,可完成化学成分、无损检测、力学性能、尺寸精度、外观质量等全项目检测,确保产品质量达标。
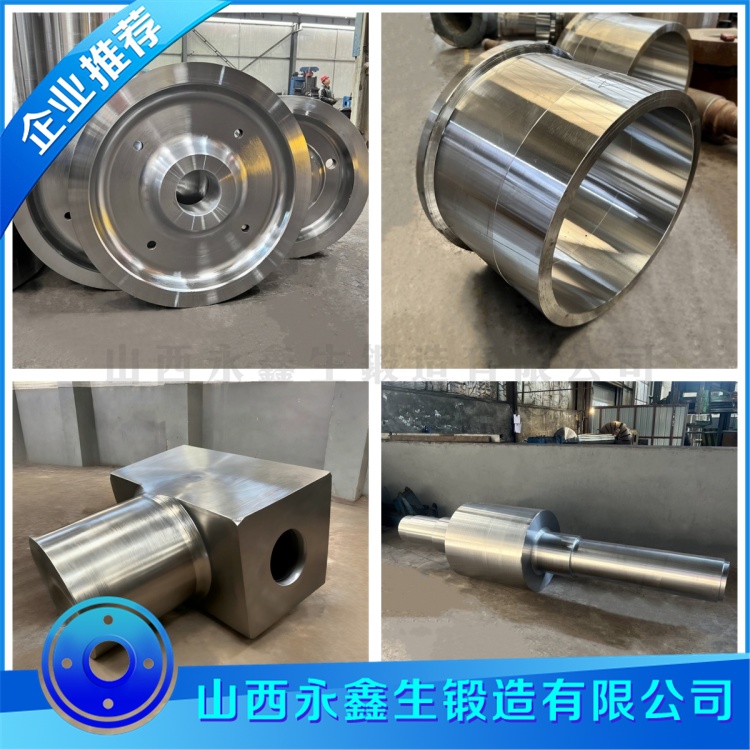
三、永鑫生大型筒体锻件产品与应用案例
(一)产品规格
直径范围:500mm-5000mm
长度范围:1000mm-6000mm
单重范围:5 吨 - 120 吨
材质范围:碳钢(Q245R、16MnDR、20#、45#)、合金结构钢(42CrMo、35CrMo、40CrNiMoA、34CrNi3Mo、20MnMoNb)、不锈钢(304、316L、双相不锈钢、321)、特种合金(Inconel 600、Inconel 718、钛合金)。
(二)应用案例
核电领域:为某核电项目生产直径 4500mm、长度 5000mm、单重 100 吨反应堆压力容器筒体,材质为低合金高强度钢,通过 155MPa 水压试验、350℃高温测试、100% 无损检测,质量达标。
石化领域:为某石化企业生产直径 3800mm、长度 4000mm、单重 80 吨加氢反应器筒节,材质为 20MnMoNb,耐高温(450℃)、高压(20MPa)、抗氢腐蚀,一次探伤合格。
火电领域:为某超超临界火电项目生产直径 3200mm、长度 4500mm、单重 70 吨汽轮机汽缸筒体,材质为 34CrNi3Mo,耐高温(600℃)、高压(25MPa)、抗疲劳,运行稳定。
海工领域:为某深海油气项目生产直径 5000mm、长度 3000mm、单重 120 吨深海耐压结构筒体,材质为高强度合金结构钢,承受 100MPa 深海高压、海水腐蚀,可靠性高。
山西永鑫生重工股份有限公司凭借先进的制造技术、强大的装备能力、严苛的质量管控和专业的技术团队,成为国内大型筒体锻件核心制造商,产品广泛应用于核电、石化、火电、海工、军工等国家战略性产业,为重大装备国产化和工业强国建设提供有力支撑。公司将持续加大研发投入、升级生产装备、优化工艺技术、提升服务水平,致力于成为全球领先的大型筒体锻件专业制造商。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



