 新浪微博
新浪微博 腾讯微博
腾讯微博

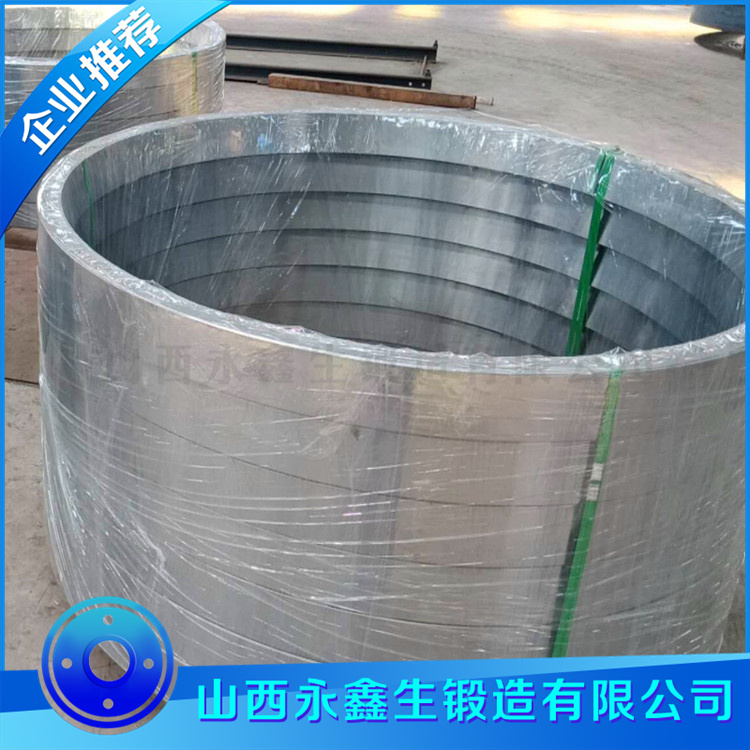
风电专用环形锻件详解:海上风电升级下永鑫生 42CrMo 环锻定制工艺
全球风电产业朝着大功率、海上化、长寿命方向迭代,单机容量从 3MW 升级至 16MW、20MW 级别,风机核心受力部件 —— 风电环形锻件的技术标准同步大幅提升,塔筒法兰、偏航轴承环、变桨支承环、轮毂连接环全部采用精密环形锻件,单台大功率风机配套各类环锻件十余种,是风机 20 年设计使用寿命的核心保障部件。42CrMo 合金钢凭借优异的调质综合性能,成为风电环锻首选基材,调质处理后屈服强度≥650MPa、冲击韧性充足,可耐受沿海盐雾、昼夜温差、高频交变载荷,山西永鑫生重工深耕风电环锻十余年,专注 42CrMo、42CrMo4、34CrNi3Mo 等风电专用合金钢环形锻件定制生产,是国内陆上与海上风电项目主力配套厂商。
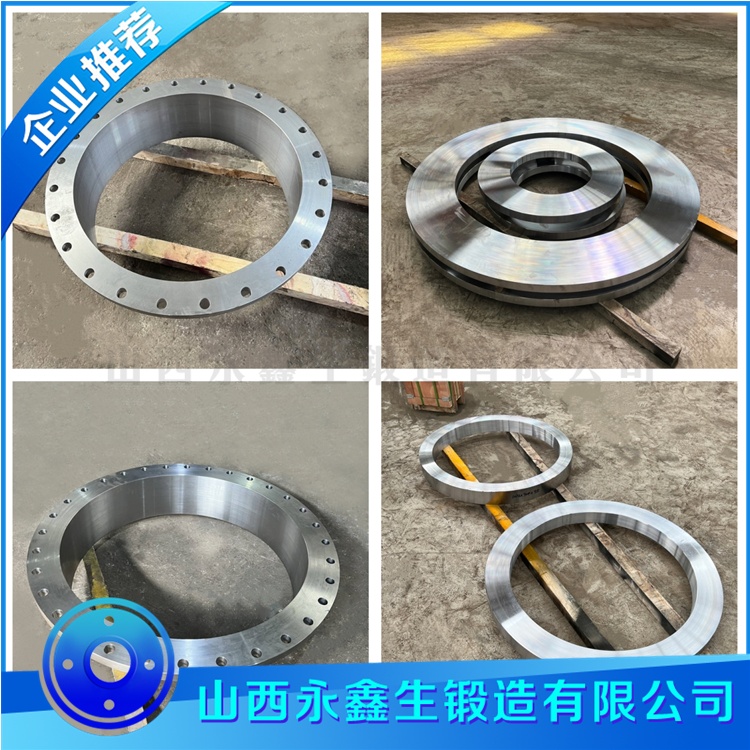
陆上风电多部署在内陆山地、戈壁,昼夜温差大,风机常年受阵风交变冲击;海上风电直面高湿度、氯离子腐蚀、海浪震动,环件不仅需要高强度,还需优化耐腐蚀与抗疲劳属性,普通粗锻环件服役 3~5 年易出现开裂变形,而精密锻造环件金属纤维顺着环体圆周连续排布,无锻造夹层,疲劳寿命提升 20% 以上,完美适配风电严苛工况。永鑫生针对海陆风电差异化使用环境,定制两套专属锻造工艺:内陆陆上风电环锻侧重优化力学强度,海上风电环锻件在材质选材、热处理、表面预处理全流程增加防腐配套设计,壁厚预留 1~3mm 腐蚀余量,契合海洋工况腐蚀损耗标准。
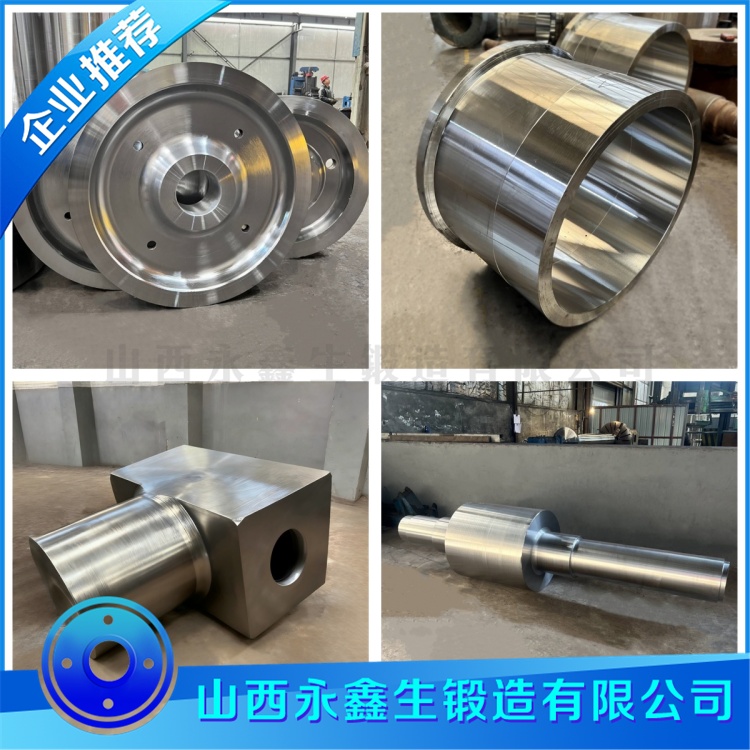
原材料采购上,风电 42CrMo 原料全部选用国标优质钢锭,入厂光谱化验 C、Cr、Mo、Mn 合金元素含量,杜绝非标杂钢掺料,钢锭经天然气台车炉分段阶梯加温,低温预热避免钢锭内外温差炸裂,锻造温控锁定 1180℃~1230℃区间,依托 15000 吨油压机完成墩粗、拔长预成型,严控锻造比≥3:1,打碎钢锭原始粗大铸态晶粒,消除内部缩孔疏松缺陷,为后续环体成型打好基础。成型毛坯出炉后控速缓冷,冷却速率 6℃~9℃每分钟,规避快速降温产生残余内应力,杜绝后期热处理变形。
调质热处理是风电环形锻件性能核心工序,永鑫生大型密闭热处理炉分区控温,42CrMo 环件淬火加温 850℃保温、高温回火 580℃恒温保温,精准把控保温时长,保证工件整体金相组织均匀,避免局部硬度超标或韧性不足。热处理完成后进入全项无损检测流程,按照 GB/T44508-2024 风电环锻国标执行,360° 全域超声波 UT 探伤排查内部夹杂、微裂纹,磁粉 MT 检测表面折叠细纹,每批次取样做拉伸、冲击试验,力学指标不达标产品全部重新热处理返工。
精加工阶段依托数控立车、镗床完成尺寸精修,风电法兰环平行度、圆度公差控制在国标 k 级精度,法兰螺栓孔预留加工余量精准,方便客户现场装配。目前永鑫生风电环形锻件配套国内数十家风电整机厂,陆上 3MW~8MW 风机法兰批量常态化生产,12MW~20MW 海上超大直径环锻实现批量量产,产品配套国内沿海江苏、山东、福建海上风电项目。伴随国内海风大基地建设提速,风电环锻市场需求持续扩容,永鑫生持续研发改良低合金耐海风新型环锻材质,优化锻造与热处理工艺,压缩产品生产成本,以高性价比国产环锻替代进口产品,助力国内风电产业链降本增效。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



