 新浪微博
新浪微博 腾讯微博
腾讯微博

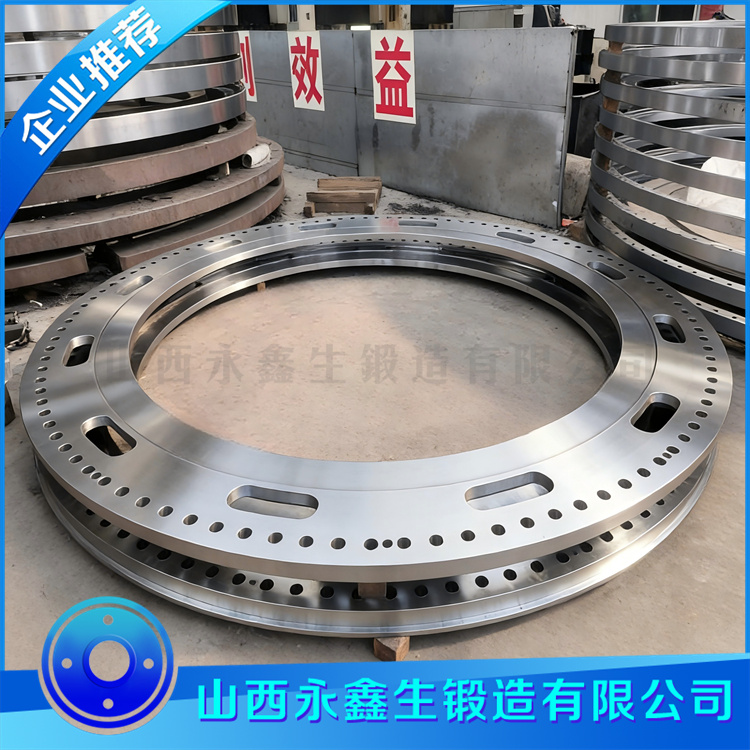
不同工况下环形锻件的材质选型与压机锻造工艺适配
环形锻件应用场景覆盖工业全领域,不同使用环境对部件的强度、韧性、硬度、耐腐蚀性、耐高温性、抗疲劳性提出了截然不同的要求。材质是决定环形锻件基础性能的核心,而依托液压压机的锻造工艺,则是将材质本身性能充分发挥、甚至优化提升的关键。山西永鑫生重工股份有限公司依托大型液压压机生产体系,可加工碳素钢、合金结构钢、不锈钢、耐热钢等多种材质的环形锻件,针对风电、石化、冶金、工程机械、通用机械等不同工况,总结出一套 “材质匹配工况、工艺适配材质” 的生产方案,让每一款环形锻件都能在对应环境下稳定长效运行。本文结合行业实际工况,分类讲解环形锻件的材质选型逻辑,以及配套的压机锻造工艺调整思路。
首先区分常规工况与特殊工况两大类别。常规工况主要指常温、常压、无腐蚀、中等载荷的通用机械领域,这类场景对环形锻件综合性能要求适中,优先选用成本合理、加工性能优良的碳素结构钢与低合金结构钢;特殊工况包含高温高压、酸碱腐蚀、重载冲击、交变疲劳、低温环境等,必须选用合金结构钢、不锈钢、耐热钢、低温用钢等特种材质,同时压机锻造、热处理工艺也需要针对性调整。
在通用机械、普通输送设备、轻型法兰等常温中等载荷工况中,45# 碳素结构钢与 Q355 低合金结构钢是应用最广泛的两种材质。45# 钢属于中碳碳素钢,价格适中,切削加工性能优良,经过锻造与正火处理后,具备良好的强度与塑性,适用于普通轴承套圈、小型法兰环、设备连接环等部件。Q355 低合金钢在强度、韧性上优于普通碳钢,焊接性能、低温性能更好,多用于中型设备支承环、机架环件等。
针对这两种材质的环形锻件,压机锻造工艺采用标准化基础流程即可。加热温度控制在常规区间,保温时长根据坯料厚度合理设定,保证金属塑性充足。锻造环节采用常规镦粗、冲孔、渐进式扩孔、整形工艺,压机压力选用标准档位,分多道次完成变形。由于碳素钢塑性好、变形阻力小,无需过大压力,重点控制壁厚均匀性与圆度。热处理统一采用正火工艺,细化晶粒、消除锻造应力,无需复杂的调质处理,即可满足使用要求。这类材质环形锻件生产难度适中,也是企业量产规模最大的产品品类。
重载、冲击、交变疲劳工况主要集中在工程机械、大型冶金设备、风电装备、重型轧机等领域,也是环形锻件失效风险最高的场景。设备运行过程中,环件需要长期承受巨大静载荷、瞬时冲击载荷以及往复交变应力,要求材质具备高抗拉强度、高屈服强度、优良的冲击韧性与抗疲劳性能,此时合金结构钢成为首选,其中 35CrMo、42CrMo 两类合金结构钢应用最为普遍。
42CrMo 合金结构钢淬透性极佳,调质后综合力学性能优异,强度高、韧性足、抗疲劳、抗冲击能力突出,是大型风电法兰、回转支承齿圈、轧机支承环、大型工程机械回转环的核心用材;35CrMo 钢材性能略低于 42CrMo,性价比更高,多用于中等重载环形锻件。这类合金钢碳含量、合金元素含量更高,导热性、塑性与碳素钢存在差异,因此压机锻造工艺必须做出专项调整。
在加热环节,合金结构钢导热速度慢,采用慢速分段升温,避免坯料内外温差过大产生热裂纹,保温时间相比同规格碳钢坯料延长,确保温度均匀。锻造阶段,钢材变形阻力更大,需要提升液压压机工作压力,同时严格控制单次变形量,采用 “小变形、多道次” 的锻造方式。镦粗工序逐步压实组织,冲孔工序保证定位精准,扩孔过程放缓变形节奏,防止金属因变形过快出现内部微裂纹。合金钢锻造温度区间较窄,锻造过程中密切监控坯料温度,温度低于工艺下限立即停止锻造,重新回炉加热。
热处理是发挥合金钢性能的关键,这类环形锻件几乎全部采用调质处理(淬火 + 高温回火)。淬火工艺提升整体强度与硬度,高温回火消除淬火应力,保留优良韧性,实现强韧性匹配。热处理参数根据环件壁厚、尺寸精准调整,保证整个截面性能均匀。经过压机锻造 + 调质处理的合金环形锻件,内部组织致密,金属流线连续,抗疲劳寿命大幅提升,完全适配长期重载、冲击的恶劣工况。
高温、腐蚀工况主要集中在石油化工、煤化工、海洋工程、高温管道设备等领域。石化行业的高压容器法兰、管道连接环、反应釜密封环,长期接触高温介质、酸碱液体、油气等腐蚀物质;海洋船舶用环形锻件则面临海水盐雾腐蚀、潮湿环境侵蚀。普通碳钢、合金钢在这类环境中极易生锈、腐蚀、性能快速衰减,因此必须选用不锈钢材质,主流为 304 不锈钢、316L 不锈钢,高腐蚀工况会选用双相不锈钢。
不锈钢塑性好、耐腐蚀性强、耐高温,但加工与锻造特性和碳钢、普通合金钢区别极大:高温下变形阻力大、加工硬化现象明显,锻造温度区间狭窄,对工艺精度要求极高。针对不锈钢环形锻件,加热环节严格管控温度,杜绝超温;升温速度缓慢,充分保温,保证整体塑性一致。压机锻造过程中,压力匹配钢材变形阻力,道次划分更加精细,每一次变形量进一步缩小,避免加工硬化导致材质开裂。扩孔与整形工序动作平稳,减少局部应力集中。
不锈钢环形锻件不采用常规调质工艺,而是使用固溶热处理:将锻件加热至特定高温后快速冷却,让合金元素充分溶入基体,恢复并提升耐腐蚀性能,同时软化材质,方便后续机加工。生产全程避免碳钢杂质混入,防止出现渗碳影响耐腐蚀效果。凭借适配的压机锻造与热处理工艺,不锈钢环形锻件能够长期在腐蚀、高温环境下稳定工作。
低温工况多见于北方户外设备、低温储罐、深冷装备等,环境温度极低,普通钢材会发生冷脆现象,冲击韧性急剧下降,受到载荷后极易断裂。这类场景选用专用低温用钢制作环形锻件,锻造工艺重点围绕 “保留低温韧性” 设计。加热与锻造过程避免晶粒粗大,压机锻造充分压实组织,热处理采用低温回火工艺,消除应力的同时保证低温冲击性能达标。
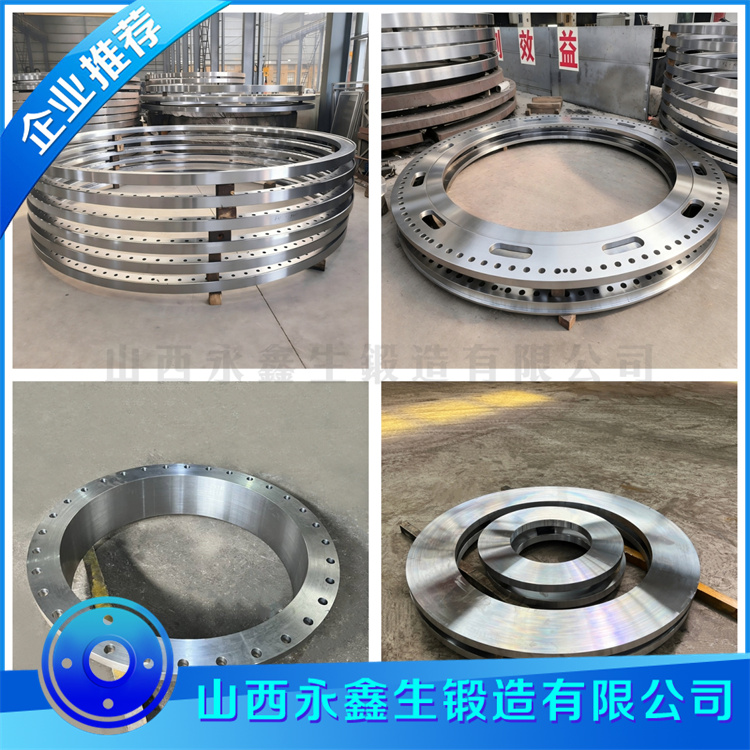
除了材质与基础工艺的匹配,大型环形锻件与中小型环形锻件在压机作业上也有区分。大直径、大吨位重型环件,坯料自重高、变形难度大,压机压力、工装稳定性、翻转换位频次都要相应提升,重点保证整圈组织、壁厚均匀;小型精密环形锻件,侧重控制尺寸精度与表面质量,锻造后期精细整形,为精密机加工打好基础。
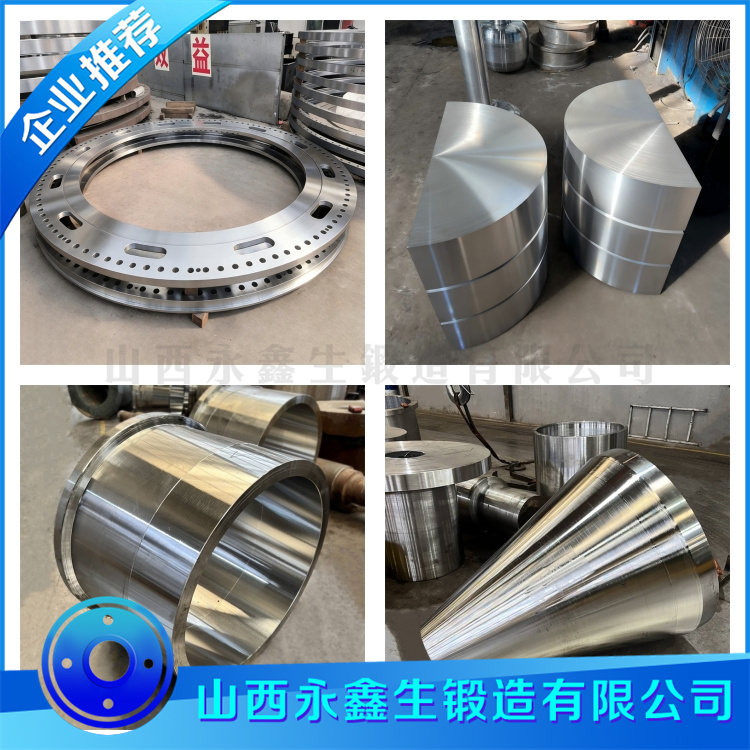
山西永鑫生重工依托多吨位液压压机组合,可灵活适配各类材质环形锻件的锻造需求。生产前技术人员会结合客户提供的使用工况、技术参数、图纸要求,先完成材质选型,再定制专属的加热、锻造、热处理工艺卡,每一批产品做到 “一单一策、一件一控”。从碳钢到合金钢,从不锈钢到特种耐热钢,从常规工况到极端工况,企业依靠成熟的压机锻造工艺体系,充分释放不同材质的性能优势,让环形锻件真正适配各类复杂工业场景。
工业装备的稳定运行,始于基础锻件的精准选材与精细制造。未来,企业也会持续研究新型特种钢材的锻造工艺,不断优化压机作业参数,丰富产品矩阵,满足行业不断升级的工况需求。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



