 新浪微博
新浪微博 腾讯微博
腾讯微博

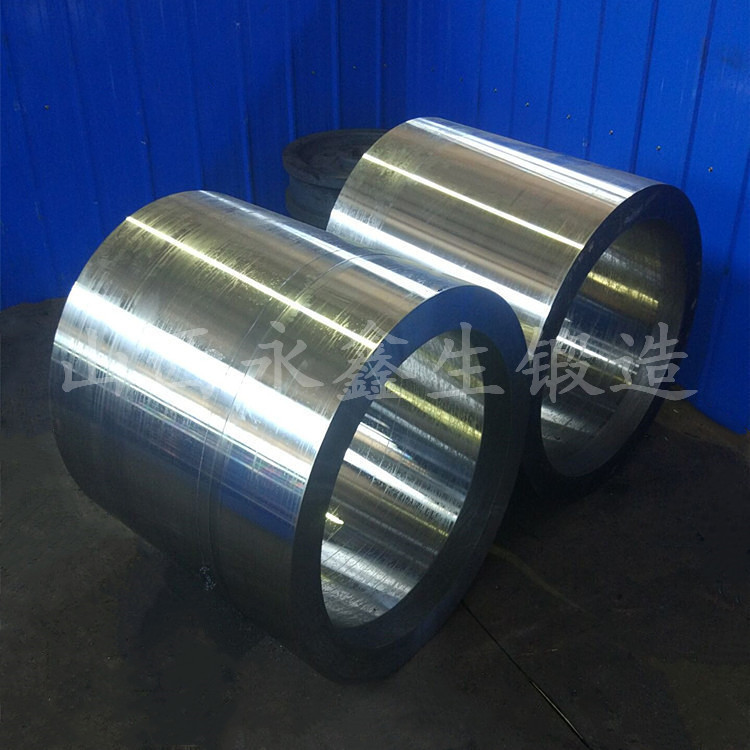
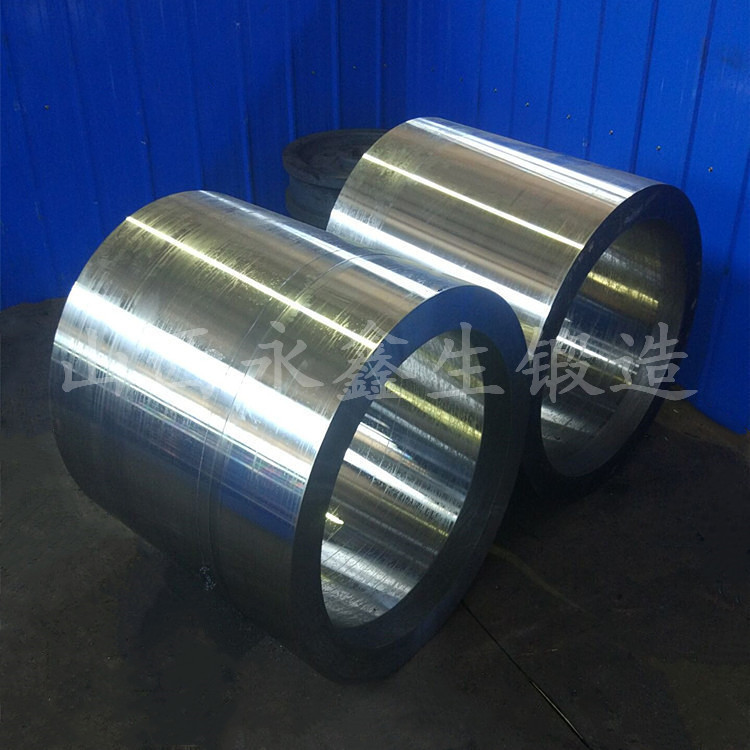
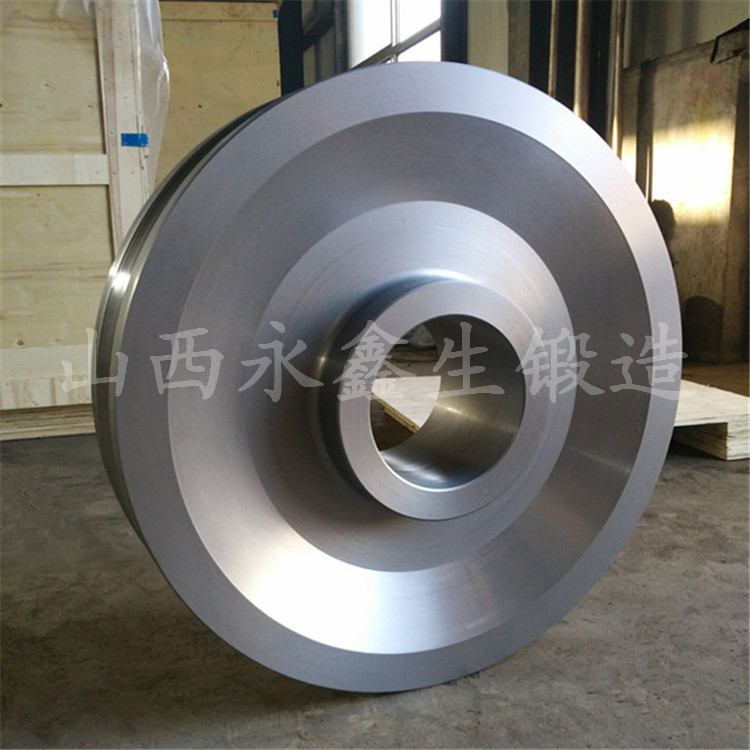
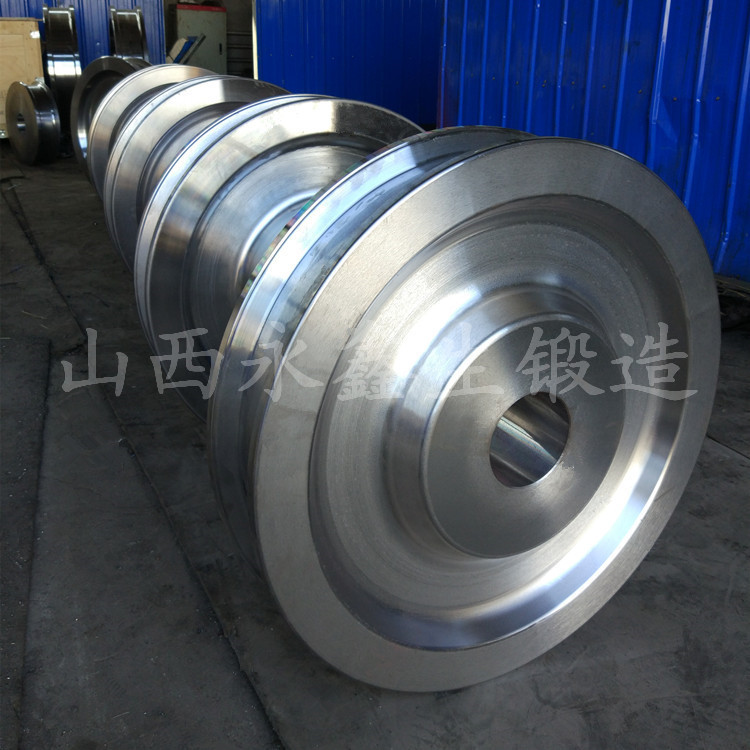
山西永鑫生锻造有限公司
联系电话:0350-6066666
传真号码:0350-6080556
电子邮箱:13283506666@qq.com
公司网址:http://www.duanjian8.com/
公司地址:山西省忻州市定襄县师家湾工业园区1号
- 自由锻工序与锻件分类

自由锻造通常指手工自由锻和机器自由锻。
2022-07-04
- 锻件预成形坯的设计与成形

预成形坯的设计是根据锻件的重量、密度、形状和尺寸要求,设计预成形坯的密度、形状和尺寸的。
2022-06-25
- 锻造大型锻件所需要的温度及优良特性
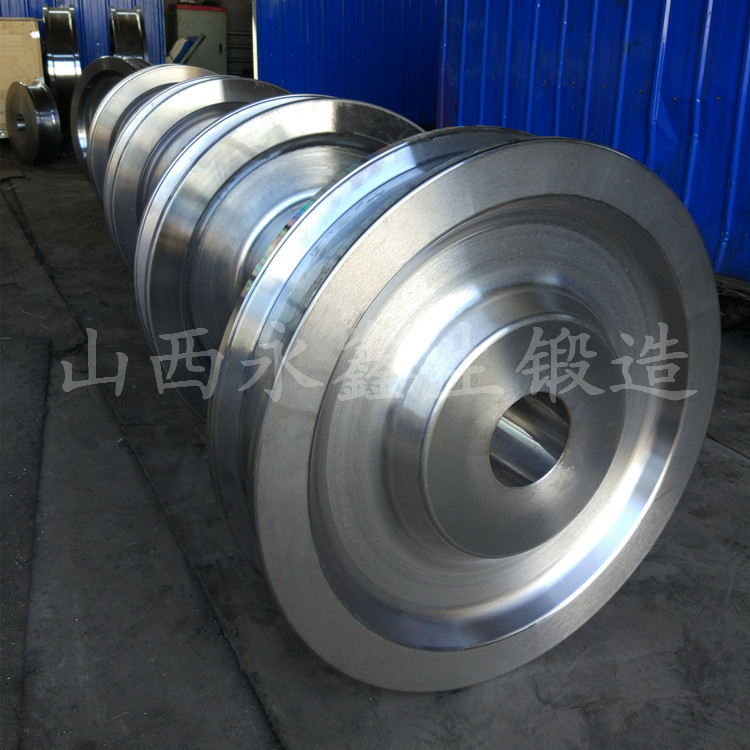
在生活中,大型锻件的应用非常广泛,如:汽车、矿山机械、石油化工、发电、液压等领域都能应用到大型锻件
2022-06-18
- 锻件的镦粗工艺是指什么?
在锻件的自由锻生产中,镦粗是一个非常主要的变形工序。镦粗工艺参数的合理选择,对锻件的质量起着决定性的作用。
2022-06-11
- 铁素体不锈钢锻件的组织有什么特点?
铁素体不锈钢锻件含有16%~30%的铬和微量的碳,其基体组织为铁素体。例如Cr17、Cr25Ti等。
2022-06-01
- 不同不锈钢锻件的加热时间一样吗?
这个是不一样的。不锈钢锻件因不锈钢种类的不同其加热时间也不同。不锈钢锻件的锻前加热可以用电炉,也可以用火焰炉。
2022-05-25
- 锻件去氢退火的关键是什么?
对各类重要锻件来说,在制订锻后热处理工艺时,必须首先考虑的是防止和消除白点问题。
2022-05-18
- 锻造对锻件金属组织和性能有什么影响?
由于上述组织的改善,使锻件的塑性、冲击韧度、疲劳强度及持久性能等也随之得到了提高,然后通过零件的最后热处理就能得到零件所要求的硬度、强度和塑性等良好的综合性能。
2022-05-13
- 什么是不锈钢锻件精加工?

所谓不锈钢锻件精加工就是一个通过使用特殊刀具,对工件半成品进行更精细的加工使得主要表面达到图样要求的过程。
2022-05-04
- 大型锻件变形不均匀有何危害?
锻造锻件时,毛坯某处是否发生塑性变形,取决于是否满足塑性条件,可见,若毛坯各处应力状态不同,或毛坯各处性能不同,则变形情况也不同,变形首先发生在那些先满足塑性条件的部位,造成毛坯个不问的...
2022-04-27



