 新浪微博
新浪微博 腾讯微博
腾讯微博

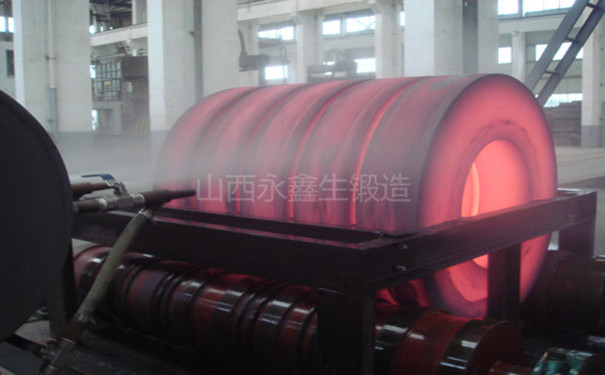
环形锻件的退火介绍
发布时间:2016-11-23 点击数:3406
环形锻件的退火通常是将锻件缓慢加热到Ac1以下一定温度,保温一段时间,然后缓慢冷却的热处理工艺。去应力退火的目的是消除环形锻件的内应力,以减少和防止环形锻件在后续加工和使用过程中发生变形或开裂。
环形锻件去应力退火温度为Ac1-100~200℃。在这一温度下,环形锻件的内部组织不发生变化。加热温度越高,内应力消除得越彻底。当温度超过600℃时,应力即可基本完全消除。机械加工中的去应力退火应在粗加工之后、精加工之前进行,退火温度应取下限或更低些。对薄壁的环形锻件,为防止其变形,退火温度应适当降低。对于淬火(经回火)或调质过的环形锻件,去应力退火温度应低于回火温度,以免降低硬度和强度。
保温时间与环形锻件大小及装炉量有关,一般为2~4h。环形锻件截面厚度较大或装炉量较大时,保温时间可取上限或适当延长。
为避免冷却过程中造成新的热应力,保温后应缓慢冷却,通常随炉冷至300℃以下出炉空冷。
文章原创如需转载请注明永鑫生锻件厂提供!
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!
上一篇:环形锻件退火时要注意什么? 下一篇:环形锻件的热处理意义



