 新浪微博
新浪微博 腾讯微博
腾讯微博

环形锻件回火的操作方法
发布时间:2016-12-02 点击数:3111
1、环形锻件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,环形锻件间适当间隙。
2、环形锻件加热要考虑装炉方法,以减少工件变形,应当避免垂直吊挂,侧立放平支稳等。
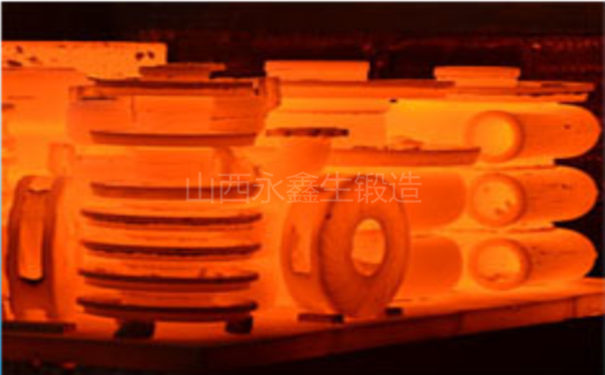
3、环形锻件同炉加热,截面尺寸不宜相差过大,厚度10~50mm同一炉,50~80mm同一炉,大截面零件应摆放在炉膛里面,以便小工件先出炉。大小零件分别计算加热时间(仅指箱式炉)。
4、高合金钢的环形锻件及形状复杂的中小截面零件,应在550~650℃装炉,并经预热保温后,才能进行升温加热。
5、高温合金钢环形锻件要经过一次或两次预热,才能加热淬火。
4、高合金钢的环形锻件及形状复杂的中小截面零件,应在550~650℃装炉,并经预热保温后,才能进行升温加热。
5、高温合金钢环形锻件要经过一次或两次预热,才能加热淬火。
文章原创如需转载请注明永鑫生锻件厂提供!
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!
上一篇:环形锻件质量检验的内容 下一篇:环形锻件的主要原材料是什么?



