 新浪微博
新浪微博 腾讯微博
腾讯微博

如何制订锻件的变形工艺?
锻件厂制订变形工艺的内容包括:确定锻件成形必需的幕本工序、辅助工序和修整工序,决定工序顺序,设计工序尺寸等。
制订变形工艺是编制自由锻工艺规程最重要的部分。由于考虑的因素较多,如锻件技术要求、工人操作经验、生产管理水平、车间设备条件、工具辅具情况、坯料供应状态、生产批量大小等,所以,也是难度较大的部分。
各类锻件变形工序的选择,可根据锻件的形状、尺寸和技术要求,结合各锻造工序的变形特点,参考有关典型工艺具体确定。
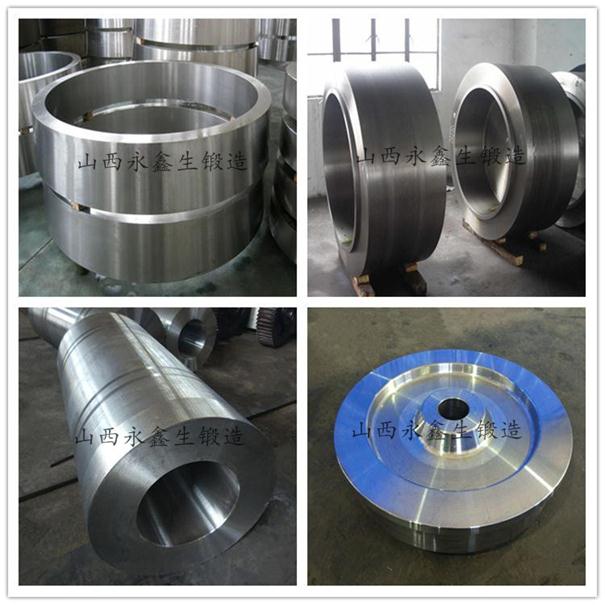
对于饼块类锻件的变形工艺,一般均以镦粗成形。当锻件带有凸肩时,可以根据凸肩尺寸,选取垫环镦粗或局部镦粗。如锻件的孔可冲出,还需采取冲孔工序。
对于轴杆类锻件的变形工艺,主要采用拔长工序。当坯料直接拔长不能满足锻比时,或锻件要求横向机械性能较高时,以及锻件带有台阶尺寸相差较大的法兰时,则应采用镦粗-拔长变形工艺。
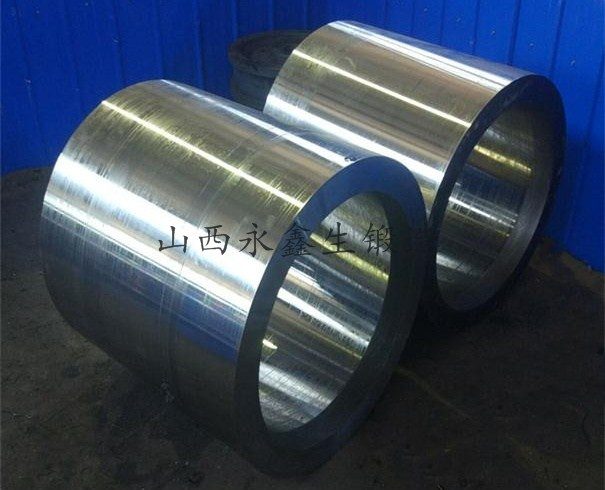
对于空心类锻件的变形工艺,一般均需镦粗、冲孔。有的稍加修整便可达到锻件尺寸,有的需要扩孔扩大其内径及外径,有的还需芯轴拔长以增加其长度。至于采取那种变形工艺方案,这将取决锻件几何尺寸关系。空心锻件的主要尺寸是外径、内径和高度。编制空心锻件变形工艺时,根据锻件的具体尺寸关系。必须指出,上述选择空心锻件工艺方案的图线,都是在一定生产条件下的经验总结,因此均具有局限性,使用时应如以分析。
工序尺寸设计和工序选择是同时进行的,在确定工序尺寸时应注意工序尺寸必须符合各工序的规则,例如镦粗时坯料高径比应小于2.5~3。必须估计到各工序变形时坯料尺寸的变化,例如冲孔时坯料高度有所减小,扩孔时坯料高度要有增加等。
应保证锻件各个部分有适当的体积,如拔长采用压痕或压肩进行分段时。在锻造最后进行精整时要有一定的修整留量,例如在压痕、压肩、错移、冲孔等工序坯料产生拉缩现象,因此在中间工序应留有适当的修整留量。多火锻造大型锻件时,应注意中间各火次加热的可能性。对长度方向尺寸要求准确的长轴锻件,在没计工序尺寸时,要考虑到修整时长度尺寸会略有伸长。
锻比是锻件在锻造成形时变形程度的一种表示方法,锻比大小反映了锻造对锻件组织和机械性能的影响。一般规律是,锻造过程随着锻比增大,由于内部孔隙焊合、铸态树枝晶被打碎、锻件的纵向和横向机械性能均得到明显提高。当锻比超过一定数值后,由于形成纤维组织,横向机械性能(塑性、韧性)急剧下降,导致锻件出现各向异性。可见,锻比是衡量锻件质量的一个重要指标。锻比过小,锻件就达不到性能要求;锻比过大,不但增加了锻造工作量,并且还会引起各向异性。因此,在制订锻造工艺规程时,应合埋的选取锻比大小。
用钢材锻制的锻件(莱氏体钢锻件除外),由于钢材经过了大变形的锻或轧,其组织与性能均已得到改善,一般不需考虑锻比;用钢锭(包括有色金属铸锭)锻制的大型锻件,就必需考虑锻比。零件技术条件提出了锻比要求,即以技术条件要求选取锻件锻比;如零件的技术条件没有规定锻比,则应根据材料化学成分、零件受力情况、以及所用钢让大小等因素,综合权衡利弊择优选取。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



