 新浪微博
新浪微博 腾讯微博
腾讯微博

环形锻件:重型装备不可或缺的核心承压部件
在工业制造链条中,基础锻件的质量直接决定整套装备的运行安全、承载能力与服役年限,环形锻件作为一类应用场景极广的中空环状锻压构件,如今已深度融入风电、石油化工、冶金矿山、工程机械、电力设备、船舶重工等诸多支柱产业。不同于普通机加工圆环、铸造圆环以及焊接环件,采用液压压机整体锻造成型的环形锻件,凭借致密的金属组织、连续完整的金属流线、优异的综合力学性能,成为重载、交变载荷、高温高压等严苛工况下的首选部件。山西永鑫生重工股份有限公司深耕实体锻造行业多年,依托大型液压压机集群与成熟的锻造工艺体系,专注各类材质、不同规格环形锻件的定制化研发与生产,坚持以工艺为本、以品质立身,为国内各大装备制造企业提供稳定可靠的环形锻件产品与配套解决方案。
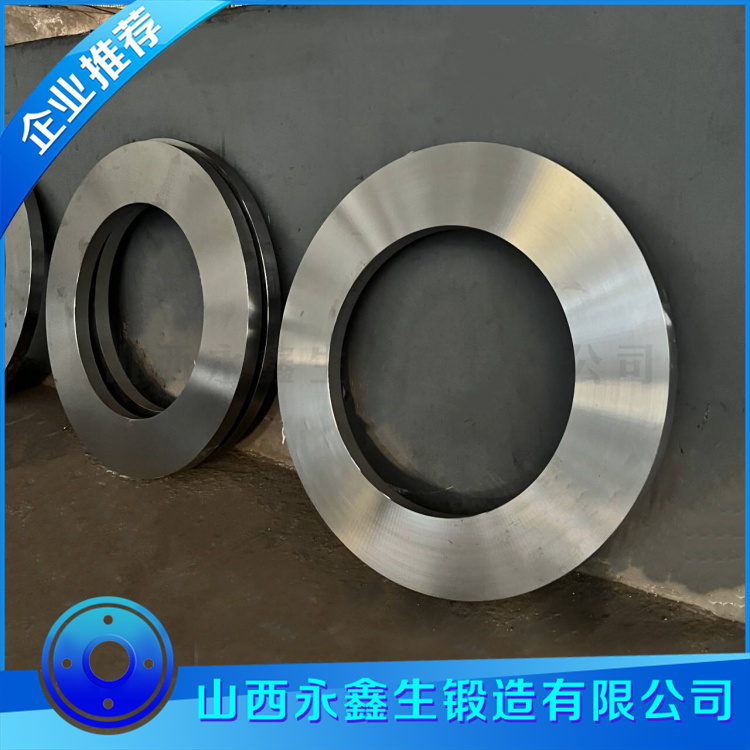
从结构与功能角度划分,环形锻件品类十分丰富,常见的有设备法兰环、回转支承环、轴承套圈、齿圈毛坯、高压连接环、辊体端环、管道加固环等。按照尺寸规格区分,既有直径不足一米的中小型精密环形锻件,多用于通用机械、精密轴承领域;也有直径数米、单重达数十吨的大型重型环形锻件,主要服务于大型发电机组、冶金轧机、大型压力容器、风电主机等重型装备。无论规格大小,环形锻件在设备中大多承担连接、承重、回转、密封、抗压等核心作用,一旦部件出现开裂、变形、疲劳失效,整套设备都将面临停机甚至安全事故风险,这也对环形锻件的原材料、锻造工艺、热处理、精度控制提出了极高标准。
市面上的环状构件制作方式主要分为铸造、焊接、机加工、整体锻造四大类,各类工艺的优劣在实际工况中体现得十分明显。铸造圆环生产效率高、成本偏低,但金属内部极易形成气孔、疏松、夹渣、偏析等先天性缺陷,金属晶粒粗大,韧性与抗疲劳性能薄弱,无法承受长期冲击与交变载荷,仅适用于低载荷、低转速的普通设备。焊接圆环由分段钢材拼接焊接而成,焊缝位置是永久薄弱点,焊接应力难以彻底消除,在高压、振动、温差变化较大的环境中,焊缝极易开裂,安全隐患突出。纯机加工圆环直接由圆钢或钢锭切削成型,金属流线被刀具切断,材料原有力学性能遭到破坏,材料利用率极低,大型环件制作成本高昂且整体强度不足。
而液压压机整体锻造工艺制备的环形锻件,从根本上规避了以上各类缺陷。金属坯料在高温状态下,经由大型液压压机反复施压、塑性变形,内部疏松、气孔被彻底压实,金属晶粒不断细化、组织均匀化,金属流线顺着环形结构自然延展、全程连续无断裂。经过压机锻造成型的环形锻件,抗拉强度、屈服强度、冲击韧性、抗疲劳性能、耐磨性能均实现大幅提升,能够长期适应重载、振动、高温、高压、介质腐蚀等复杂工况,也是目前高端重型装备领域公认最安全、最耐用的环状构件形式。
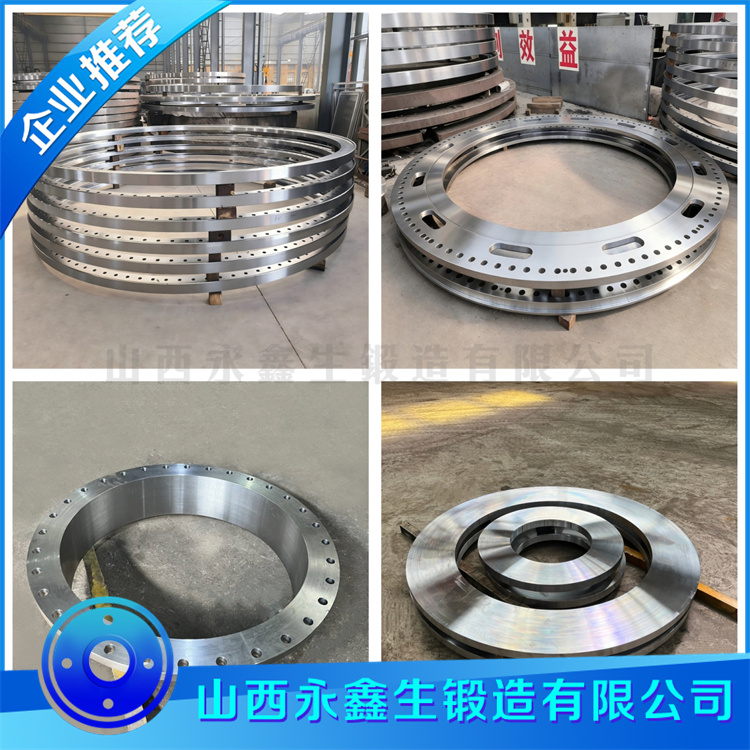
山西永鑫生重工具备全流程闭环生产能力,厂区配备多台大吨位液压压机,构建起适配大中小型环形锻件生产的压机锻造体系,可完成从钢锭下料、加热、制坯、冲孔、扩孔、整形全工序压机作业,不依赖辗环设备,依靠纯压机工艺实现各类环形锻件成型。公司拥有标准化生产车间、专业加热炉组、成套热处理设备与精密机加工设备,同时组建了经验丰富的锻造技师、理化检测人员与工艺研发团队,建立起从原材料入厂到成品出库的全流程质量管控体系。多年来,企业坚持标准化生产,严格遵循国家锻件行业标准、机械行业通用标准以及客户定制化技术要求,产品覆盖碳钢、合金结构钢、不锈钢、特种耐热钢等主流材质,可根据使用场景调整工艺参数,满足不同行业的差异化需求。
原材料管控是保障环形锻件品质的第一道防线,永鑫生重工始终坚持高标准选材。企业合作正规大型炼钢厂,采购电炉精炼、真空脱气处理后的优质钢锭,严格把控钢材内部气体含量、硫磷等有害杂质含量,从源头杜绝夹渣、裂纹、疏松等原材料缺陷。生产常用材质包含 45# 碳素结构钢、Q355 低合金结构钢、35CrMo、42CrMo 合金结构钢,以及 304、316L 不锈钢、双相不锈钢等。其中 42CrMo 合金钢综合性能均衡,强度高、韧性好、淬透性强,经过调质处理后抗疲劳、抗冲击能力突出,是大型法兰环、回转齿圈、支承环的主力用材;不锈钢材质则主打耐酸碱、耐腐蚀、耐高温特性,广泛应用于石油化工、海洋船舶、高温管道等腐蚀工况环境。所有原材料入库前,都会经过光谱分析、材质复检,确认成分达标后方可投入生产。
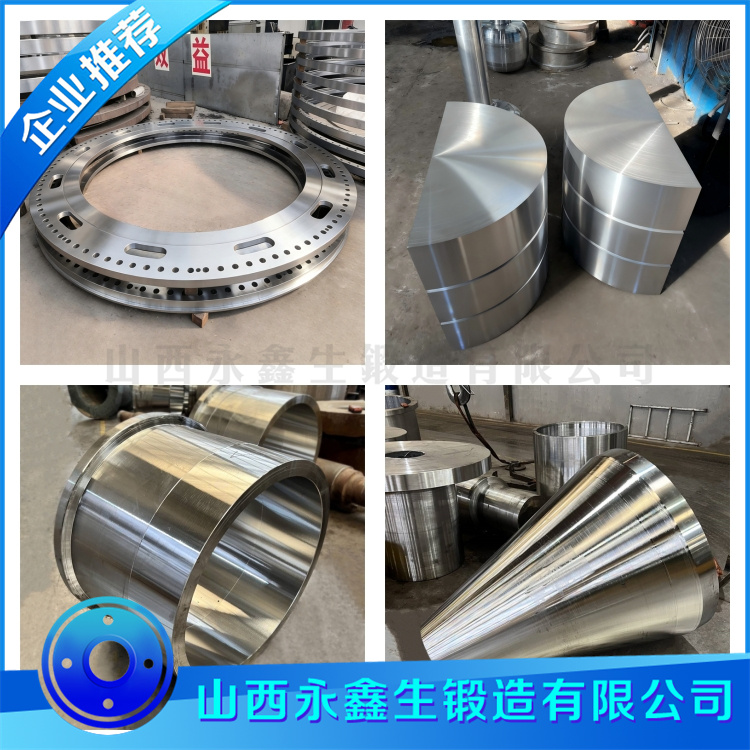
压机锻造是环形锻件成型与性能优化的核心工序,也是永鑫生重工多年深耕的核心技术领域。整套环形锻件锻造流程全部依托液压压机完成,整体分为加热、镦粗、冲孔、扩孔、整形五大关键步骤。首先将合格钢锭送入工业加热炉,按照材质特性精准控制加热温度与保温时间,碳素钢、合金钢加热区间控制在合理高温范围,保证钢材具备良好的塑性,同时避免过热、过烧导致材质报废。加热完成后,将钢锭转运至液压压机工位,第一步进行镦粗作业:利用大吨位液压压机对钢锭轴向施压,缩小高度、增大外径,压实钢锭内部组织,消除内部疏松缺陷,同时让金属组织初步均匀化。
镦粗完成后进入冲孔工序,借助压机配备的专用冲头,在坯料中心一次性冲压出中心通孔,形成基础环状毛坯。冲孔工艺的参数经过反复验证,压机压力、冲孔速度、定位精度严格把控,防止毛坯出现偏心、内壁撕裂、局部变形等问题。冲孔之后是核心的扩孔成型工序,这也是纯压机工艺制作环形锻件的关键环节。针对不同直径、壁厚的环件,采用专用工装配合液压压机,对环状毛坯内壁持续施压,逐步扩大环件内径、调整外径与壁厚,全程依靠压机静态压力实现金属均匀塑性变形。相较于其他工艺,压机扩孔成型节奏稳定,变形量可控,环件整体受力均匀,不会出现局部应力集中,成型后圆度、壁厚均匀性都能达到较高标准。最后一道工序为整体整形,再次利用压机对环件的端面、外圆、内孔进行精整,修正锻造过程中产生的轻微变形,保证环件几何形态规整,为后续机加工打下良好基础。
锻造完成后的环形锻件,内部会留存一定锻造应力,晶粒组织也需要进一步优化,因此热处理工序必不可少。永鑫生重工配备大型台车式热处理炉、回火炉等设备,可针对不同材质与使用要求,开展正火、退火、调质、回火、固溶处理等工艺。碳素钢环形锻件多采用正火处理,细化晶粒、均匀组织、消除锻造应力;合金结构钢环形锻件以调质处理为主,通过淬火加高温回火的组合工艺,实现强度与韧性的最佳匹配;不锈钢环形锻件则采用固溶处理,提升耐腐蚀性与组织稳定性。热处理全程采用自动化温控系统,温度、保温时长、冷却速率实时监控,杜绝锻件变形、开裂、性能不达标等问题。
锻造与热处理完成后,环形锻件进入精密机加工环节。公司配备数控立车、数控卧车、龙门铣床、钻床等精密加工设备,按照图纸要求完成内外圆、端面、法兰孔、齿坯基准面等加工,严格把控尺寸公差、形位公差,满足装备装配精度要求。成品阶段,质检部门开展全方位检测,包含外观目视检查、尺寸精密测量、硬度检测、超声波无损探伤、金相组织分析、力学性能试验等多项检测项目,全面排查内部裂纹、夹杂、缺陷,确保每一件出厂产品各项指标符合标准。
依托稳定的工艺、严苛的质检与完善的服务,永鑫生重工的压机锻造环形锻件广泛应用于各大工业领域。在风电行业,大型风电法兰、齿圈锻件依靠压机锻造工艺实现批量生产,承载风机整机载荷,运行稳定可靠;在石油化工行业,高压容器法兰、管道连接环适配高温高压、腐蚀介质环境,安全系数极高;在冶金矿山领域,轧机环件、设备支承环耐受连续重载与磨损,使用寿命长久;在工程机械、电力、船舶等领域,各类中小型环形锻件也凭借过硬品质获得客户认可。
如今,国内高端装备制造业持续升级,市场对重型、高精度、长寿命环形锻件的需求不断提升。山西永鑫生重工将继续立足液压压机锻造工艺,持续优化生产流程、升级工艺参数、强化质量管控,坚守实业制造初心,用心打造每一件环形锻件,以扎实的产品实力助力国内装备制造业高质量发展。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



