 新浪微博
新浪微博 腾讯微博
腾讯微博

纯压机锻造工艺下,环形锻件的质量控制
环形锻件作为重型装备的核心基础部件,其综合质量由原材料、锻造工艺、热处理、机加工、检测等多个环节共同决定。在摒弃辗环设备、全程采用液压压机完成成型作业的生产模式下,环形锻件的成型逻辑、受力状态、缺陷产生规律都存在明显区别,对应的质量管控重点也有所不同。山西永鑫生重工股份有限公司长期采用纯压机工艺生产各类环形锻件,经过多年生产实践与工艺总结,形成了一套适配压机锻造体系的全流程质量控制标准,从细节入手规避生产缺陷,稳定提升产品综合性能。本文结合实际生产经验,围绕压机锻造环形锻件全流程,拆解各工序的质量控制要点,为行业同类产品生产提供务实参考。
对于压机锻造环形锻件而言,质量控制要遵循 “源头把控、工序设防、成品核验” 的整体思路,任何一个环节的疏漏,都可能造成锻件内部缺陷、力学性能不达标、尺寸超差、后期使用开裂等问题。整体生产流程分为原材料验收、坯料加热、压机锻造(镦粗、冲孔、扩孔、整形)、热处理、机加工、无损检测六大模块,每个模块都有对应的管控标准与操作规范,这也是永鑫生重工日常生产管理的核心内容。
原材料是决定环形锻件基础性能的根本,也是质量管控的第一道关口。压机锻造依靠压力改变金属形态与组织,若原材料本身存在气孔、夹渣、成分偏析、有害元素超标等问题,即便后续锻造压力再大,也难以彻底修复先天性缺陷。因此企业建立了严格的原材料入厂验收制度。首先,所有采购钢锭均选择正规钢厂产品,附带完整材质单、熔炼报告,明确化学成分、冶炼工艺、交货状态。原料到厂后,质检人员第一时间取样,利用光谱分析仪检测碳、硅、锰、铬、钼、硫、磷等元素含量,硫、磷作为有害杂质,含量必须控制在行业标准限值以内,避免钢材出现冷脆、热脆现象。
同时对钢锭进行外观检查与初步探伤,排查表面裂纹、重皮、缩孔残余等肉眼可见缺陷。针对大吨位环形锻件所用的大规格钢锭,还会进行分段抽检,确认钢锭内部组织均匀性。针对不同使用场景选材做到精准匹配:普通工况选用优质碳素钢与低合金钢;重载、抗疲劳工况选用合金结构钢;腐蚀、高温工况选用不锈钢及特种钢材。不合格原材料直接做退货处理,坚决不流入生产环节,从根源上降低后续工序的质量风险。
加热工序是衔接原材料与锻造的关键,也是压机锻造中极易产生缺陷的环节。金属坯料的加热温度、升温速率、保温时间,直接影响钢材塑性、内部组织以及是否出现过热、过烧。过热会导致钢材晶粒粗大,锻件韧性大幅下降;过烧则会使晶界氧化、材质脆化,坯料直接报废,无法继续锻造。永鑫生重工采用闭环式工业加热炉,配备全自动温控系统,根据钢材材质、坯料规格制定专属加热曲线。
碳素结构钢坯料加热温度区间相对宽泛,升温速率可合理加快;合金结构钢、不锈钢导热性差,采用分段升温模式,低温阶段缓慢升温,避免坯料内外温差过大产生热应力裂纹。坯料达到锻造温度后,必须保证充足的保温时间,让坯料整体温度均匀一致,确保后续压机锻造时金属塑性均匀,变形同步。加热完成后实行 “先到先锻” 原则,控制坯料转运时间,避免坯料表面降温过快,出现表层温度低、内部温度高的情况,防止锻造时表层开裂。现场操作人员定时记录炉温、保温时长,做到每一批坯料加热参数可追溯。
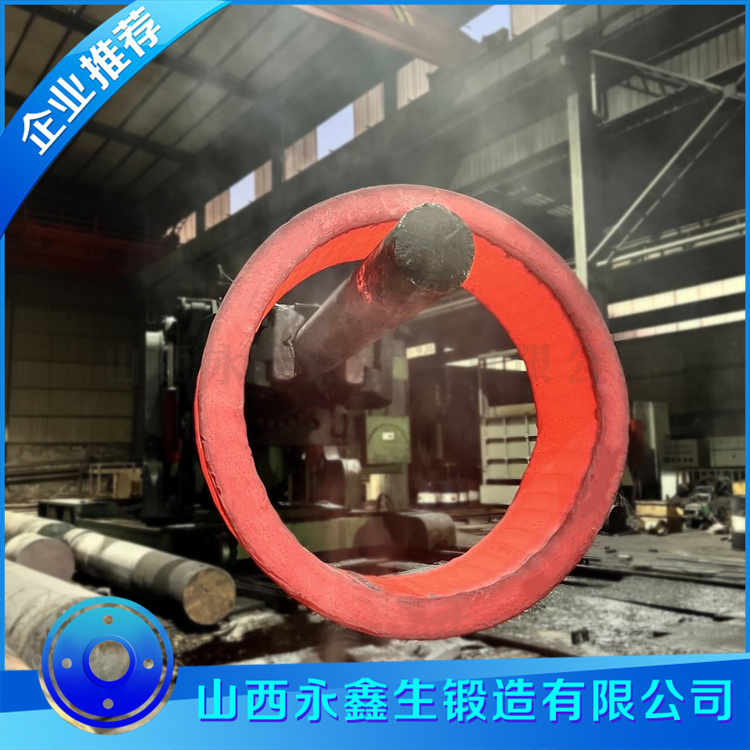
液压压机锻造环节是环形锻件成型的核心,也是质量管控的重中之重,整套工序分为镦粗、冲孔、扩孔、整形四个步骤,每一步的压机压力、工装模具、操作方式都有明确规范。第一阶段为镦粗,其核心作用是压实钢锭内部疏松,优化金属组织。操作人员根据坯料大小设定压机额定压力,禁止超压作业,同时控制单次压下量,采用 “多次小压下” 的方式逐步镦粗,而非一次性大变形施压。单次压下量过大会导致坯料表面产生褶皱、撕裂,内部组织变形不均。镦粗过程中实时观察坯料形态,保证端面平整、外径圆整,为后续冲孔打下基础。
第二阶段为冲孔,依靠压机与专用冲头完成中心通孔加工。冲孔前必须保证坯料定位精准,中心偏差控制在极小范围,否则会造成环件壁厚不均。冲头选用高强度耐热模具钢制作,定期检查冲头磨损、变形情况,磨损超标立即更换。冲孔时压机压力平稳输出,匀速下压,避免冲击式施压导致孔壁撕裂、坯料偏心。冲孔完成后,对孔壁进行目视检查,排查裂纹、毛刺、局部塌陷等缺陷,有缺陷的坯料单独分拣处理。
第三阶段扩孔是纯压机工艺制作环形锻件的核心工序,也是控制环件尺寸、壁厚、圆度的关键。不同于其他成型方式,压机扩孔依靠静态压力配合专用扩孔工装,逐步拉伸环状坯料的内径与外径。生产中严格遵循 “渐进式变形” 原则,分多道次完成扩孔,每一道次变形量合理分配,不让金属局部受力过载。操作人员实时测量环件外径、内径、壁厚,确保整圈壁厚均匀一致,圆度误差控制在工艺允许范围内。对于大直径重型环形锻件,增加翻转、换位工序,让环件各个位置受力均匀,防止出现椭圆、锥度等形态缺陷。扩孔全程杜绝强行施压,避免金属流线断裂、内部产生微裂纹。
最后一步为压机整体整形,针对扩孔后环件的端面、外圆、内孔进行精整,修正锻造过程中产生的轻微变形,保证环件几何形态规整。整形压力适中,以修正形态为主,不做大幅度塑性变形。锻造全工序实行 “首件检验、巡检、末件比对” 制度,每一批次第一件产品完成锻造后,质检人员全面检测尺寸、外观、形态,确认工艺参数无误后再批量生产,生产过程中定时抽检,批次结束后比对首件与末件质量,及时调整工艺。
锻造完成的环形锻件,内部存在大量锻造应力,组织也处于不稳定状态,必须通过热处理优化性能、消除应力,这也是质量控制的重要一环。公司根据锻件材质、使用要求选择热处理工艺:正火用于细化碳素钢晶粒、均匀组织;退火用于彻底消除残余应力,降低硬度便于后续机加工;调质处理是合金环形锻件的主流工艺,通过淬火 + 高温回火,平衡强度、韧性、抗疲劳性能;不锈钢锻件采用固溶处理,恢复耐蚀性能。
热处理炉同样采用自动化控温,严格执行工艺温度与保温时长,冷却方式按照标准执行。淬火环节控制冷却介质温度与冷却速率,防止锻件因冷却过快产生开裂、变形。热处理完成后,随机取样检测硬度、力学性能,每批次留存试样,建立性能档案。若出现硬度超标、韧性不足等问题,立即复盘热处理参数,重新调整工艺。
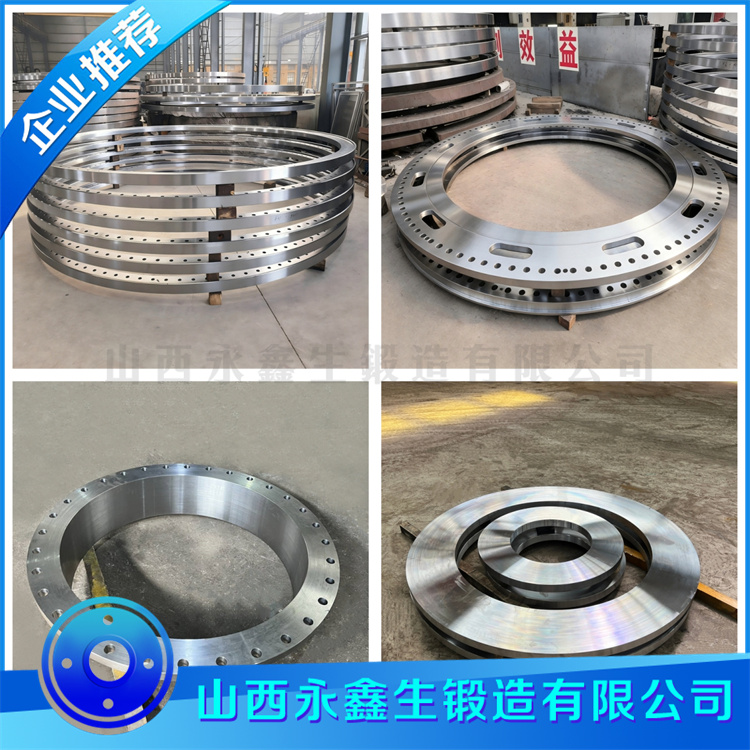
机加工环节主要保障环形锻件的装配精度,质量控制重点在于尺寸公差与形位公差。加工设备定期校准精度,工装夹具保证装夹牢固、定位准确。操作人员严格按照图纸尺寸加工,首件检测合格后批量加工,过程中定时测量内外径、厚度、平面度、同轴度等关键参数。对于法兰类环形锻件,螺栓孔位置、孔径精度也纳入重点管控,确保现场装配顺畅。加工完成后清理飞边、毛刺,保护锻件加工面不受损伤。
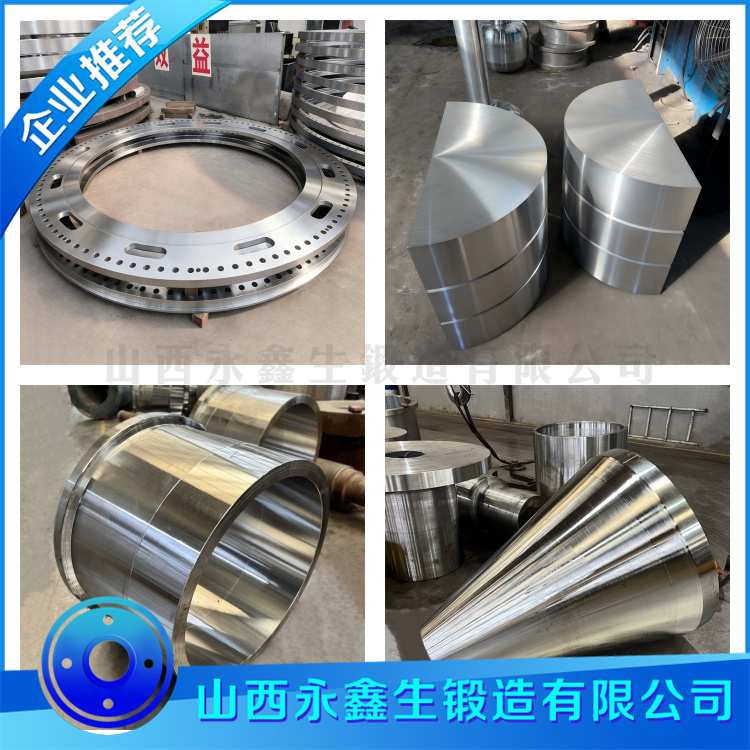
成品检测是产品出厂前的最后一道防线,实行 “全检 + 抽检” 结合模式。所有环形锻件全部进行外观检查、尺寸测量、硬度检测;按照批次比例抽样开展超声波无损探伤,检测锻件内部是否存在裂纹、夹杂、疏松等缺陷;重要用途的高端环形锻件,额外开展拉伸试验、冲击试验、金相分析,全面验证力学性能与内部组织。所有检测数据统一记录归档,做到产品质量可全程追溯。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



