 新浪微博
新浪微博 腾讯微博
腾讯微博

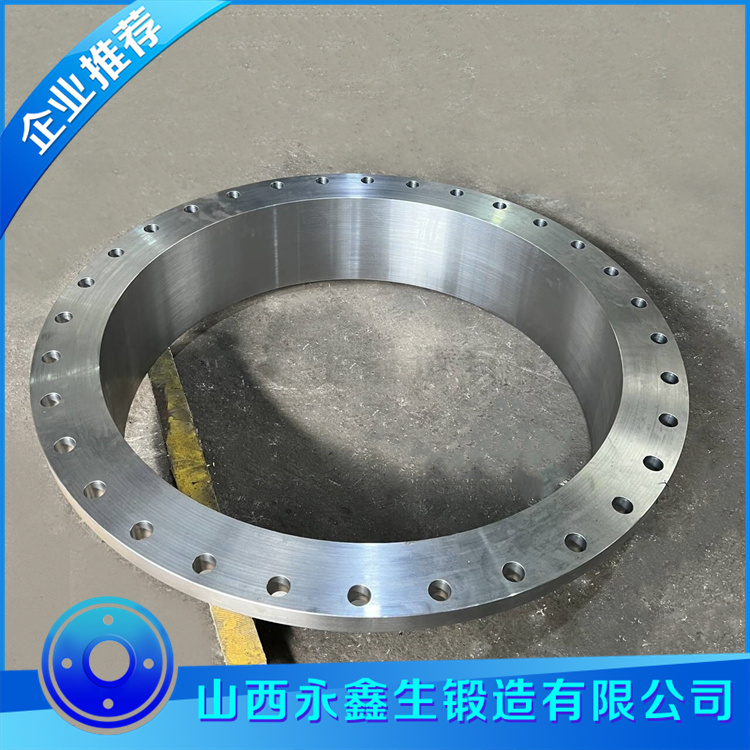
大型环形锻件压机锻造的生产难点与解决方案
大型环形锻件一般指代直径大、壁厚大、单重高的重型环状锻件,主要应用于大型风电主机、千万吨级冶金轧机、高压压力容器、大型发电机组、重型船舶等核心装备,是高端重型制造领域的关键部件。相较于中小型环形锻件,大型环形锻件坯料体积大、自重高、金属变形难度大,全程采用液压压机完成锻造成型,生产过程面临诸多技术难点,包括坯料温度均匀性控制、整体变形一致性、圆度与壁厚精度把控、内部组织压实、锻造裂纹防控等。山西永鑫生重工股份有限公司多年深耕大型环形锻件压机锻造领域,结合现场生产实践,梳理出大型环件生产中的核心难点,并形成对应的落地解决方案,依靠设备升级、工艺优化、现场管理,稳步提升大型环形锻件的成品率与产品质量。
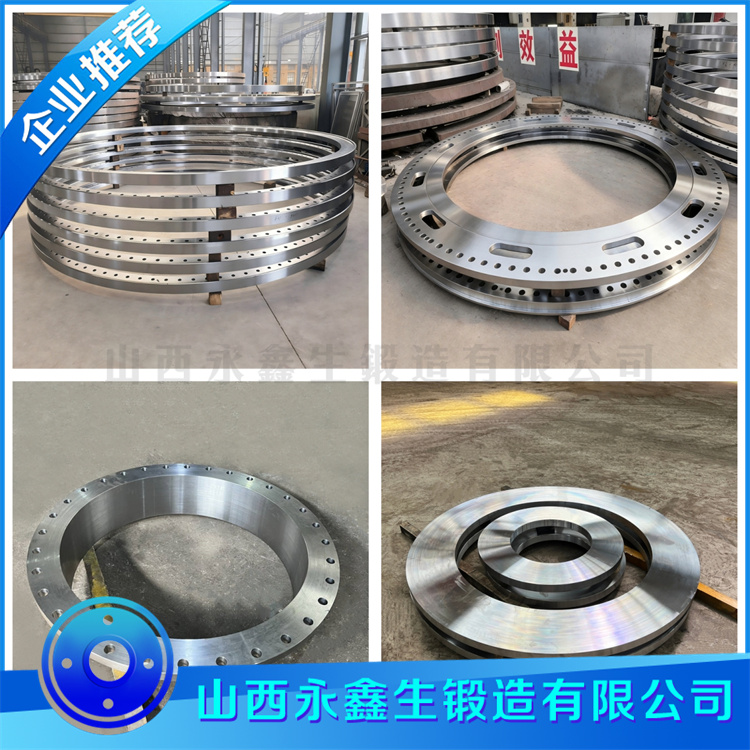
首先梳理大型环形锻件的基本生产特征:原材料为大规格钢锭,单重可达数十吨;锻造后成品直径可达数米,整体体量庞大;金属截面厚,热量散失速度慢但内外温度梯度大;依靠液压压机静态压力完成镦粗、冲孔、扩孔、整形全流程,金属变形属于大范围整体塑性变形,受力状态复杂。以上特征决定了其生产难度远高于普通小型环件,难点贯穿加热、锻造、转运、热处理全流程。
第一大难点:大型钢锭加热不均,易引发锻造裂纹与组织缺陷 大规格钢锭体积大、导热能力有限,传统加热方式容易出现 “表层温度过高、芯部温度不足” 或者 “局部过热” 的问题。表层温度过高会造成钢材表面氧化、脱碳、晶粒粗大,甚至局部过烧报废;芯部温度偏低则金属塑性不足,压机锻造时芯部变形困难,内外变形不同步,极易在环件内壁、转角位置产生撕裂、微裂纹。同时,大型坯料转运过程中表面积大,散热速度快,短时间内就会出现表层降温,进一步加剧内外温差。
针对该问题,企业从加热设备、加热工艺、转运管理三方面制定解决方案。第一,采用大型台车式加热炉,炉膛空间匹配大钢锭尺寸,保证坯料全方位受热,避免局部受热盲区。第二,优化加热曲线,执行三级分段升温制度:低温区间慢速升温,逐步缩小坯料内外温差;中温区间平稳升温,让热量缓慢渗透至芯部;高温锻造区间延长保温时间,根据钢锭厚度计算保温时长,确保坯料从表层到芯部温度完全均匀。第三,规范转运流程,配备专用高温转运工装,缩短坯料从加热炉到压机工位的转运时间,同时做好表层保温防护,减少表面散热。锻造过程中定时测温,一旦坯料整体温度低于工艺要求,立即回炉补温,坚决不低温锻造。
第二大难点:压机锻造过程中,壁厚不均、圆度超差、椭圆变形 这是大型环形锻件最常见的形态缺陷。由于坯料自重极大,在压机扩孔、整形过程中,受重力影响,环件下部受压更大、变形量偏大,上部变形不足,极易出现上下壁厚不一致、整体椭圆;同时大型环件定位难度高,工装稍有偏移就会造成径向尺寸偏差;多道次扩孔过程中,每一道次变形积累误差,最终导致圆度、同轴度超标,无法满足装配要求。这类形态缺陷后期机加工难以完全修正,严重时会直接造成产品报废。
对应解决方案围绕工装优化、锻造方式、工序管控展开。其一,定制大型专用支撑工装、定位工装,增加环件支撑点位,分散自重带来的局部压力,减少重力造成的变形偏差;工装定期校准精度,保证定位中心不偏移。其二,改变锻造作业方式,采用多方向翻转锻造,每完成一道扩孔工序,就将环形坯料翻转一定角度,改变受力位置,让环件圆周各个位置受力均匀,抵消重力带来的壁厚偏差。其三,细化变形道次,把整体扩孔量拆分为十余道小变形工序,每一道次变形量严格限定,逐步修正圆度,不追求一步到位。每一道次完成后,现场工作人员使用专业量具测量外径、内径、壁厚,记录数据,根据测量结果微调压机压力与工装位置,实时纠正偏差。其四,增加压机精整工序,在锻造收尾阶段,利用压机对环件整圈多次整形,修正椭圆、锥度等问题,保证几何形态达标。
第三大难点:大截面坯料内部疏松难以彻底压实,组织均匀性不足 钢锭在冶炼凝固过程中,芯部不可避免存在轻微疏松、微小孔隙,中小型坯料依靠常规镦粗即可压实,但大型钢锭截面厚、金属流动范围有限,单纯单次镦粗无法将芯部疏松彻底压实,最终导致环形锻件内部组织疏密不一,力学性能存在波动,长期受力后容易出现疲劳失效。
解决该问题的核心是强化镦粗工艺,充分发挥液压压机的压力优势。企业采用双向多次镦粗工艺,而非传统单次单向镦粗。第一次正向镦粗,利用大吨位压机对坯料轴向施压,初步压实表层与中部组织;之后将坯料翻转 180 度,反向再次镦粗,针对原坯料底部、芯部位置重点施压,双向压力交替作用,让压力渗透至整个截面,彻底闭合内部疏松、微小孔隙。同时合理提升压机额定工作压力,在设备安全范围内,保证足够的比压,让金属充分塑性流动,细化晶粒。镦粗完成后进行外观与初步探伤,确认内部组织压实效果后,再进入冲孔、扩孔工序。经过双向多次镦粗的大型环件,内部组织致密均匀,力学性能稳定性大幅提升。
第四大难点:锻造应力大,热处理过程易出现变形、开裂 大型环形锻件经过多道次压机锻造后,内部积累了大量残余锻造应力,加之产品截面厚、尺寸大,热处理升温和冷却时,内外热胀冷缩不同步,极易产生二次应力,进而引发整体变形、端面翘曲、甚至局部开裂。大型环件一旦热处理变形,后续机加工余量无法弥补,直接导致产品报废,这也是大型锻件生产的高风险环节。
企业结合产品尺寸与材质,定制专属热处理方案。第一,采用缓慢升温、梯度冷却模式,热处理炉升温速率放缓,减少升温阶段的热应力;淬火环节不采用急速冷却,根据材质选用温和的冷却介质,控制冷却速度,缩小环件内外温差。第二,大型环件入炉、出炉采用水平放置方式,增加多点支撑,避免自重造成弯曲变形;严禁单点支撑、倾斜放置。第三,针对高应力合金材质大型环件,增加去应力退火预处理,在锻造完成后、正式调质前,先进行低温去应力退火,释放大部分锻造残余应力,再开展后续热处理,从根源降低开裂、变形风险。第四,热处理完成后自然缓慢冷却,禁止强行风冷、水冷,全程监控形态变化。
第五大难点:大型环件转运、装夹难度高,易造成磕碰损伤 大型环形锻件重量大、体积大,车间转运、压机工位装夹、机床装夹过程中,稍有不慎就会出现表面磕碰、划伤、局部挤压变形,不仅影响外观,还会在表面形成应力集中点,后期使用中成为裂纹发源地。
针对现场管理制定规范:所有转运设备配备柔性防护垫层,钢丝绳、吊具与锻件接触位置加装防护套;吊运、移动过程平稳低速,杜绝撞击、摔落;压机工位、机加工工位的工装接触面加装耐磨软垫,防止硬性挤压;成品区域分区摆放,大型环件独立放置,相互之间预留安全距离。同时对操作人员开展专项培训,强化操作规范意识,把表面防护纳入日常考核。
除了以上五大核心难点,企业还针对大型环形锻件的检测难题进行优化。大尺寸环件无法依靠常规量具完成全尺寸检测,因此配备大型卡尺、外径千分尺、水平仪、圆度检测工装,结合分段测量、多点取数的方式,精准核算整体尺寸与形位公差;采用大功率超声波探伤设备,适配厚截面锻件的内部检测,保证缺陷排查无遗漏。
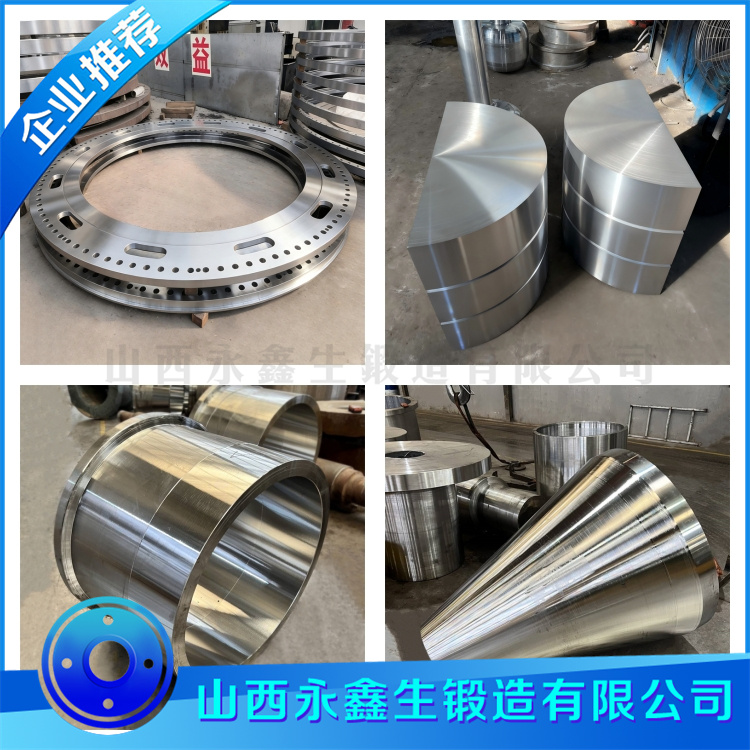
大型环形锻件是重工制造实力的直观体现,其压机锻造工艺考验着企业的设备能力、工艺积累与现场管理水平。山西永鑫生重工直面生产难点,以问题为导向持续优化工艺、升级工装、规范操作,不断提升大型环形锻件的生产能力与产品品质。未来企业将继续深耕大型锻件领域,攻克更多工艺细节,用稳定可靠的大型环形锻件产品,服务国内重型装备制造业发展。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!



