 新浪微博
新浪微博 腾讯微博
腾讯微博

环形锻件整体感应的加热淬火
发布时间:2017-10-30 点击数:3568
从80年代以来,首先开发应用了支承辊工频整体感应加热淬火工艺方法。环形锻件的支承辊整体感应加热原理是以表面感生涡流加热及表层热量向内部传导加热两种方式共同进行的。
环形锻件的加热的开始阶段由于感生涡流的“集肤效应”使表面迅速升温,表面金属一旦达到相变点以上便变为顺磁性,涡流强度峰值逐渐向内部尚未奥氏体化金属的前沿推移,使奥氏体化层向内部推进延伸。因为环形锻件支承辊要求奥氏体化层深较深,为避免表面过热,在加热后期阶段,相当程度上要借助于传导方式向内传热,终达到预定的奥氏体化层深。
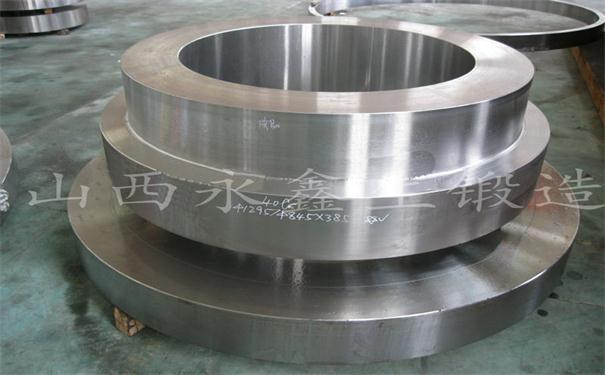
整体感应加热淬火装置立式安装,炉体下部有电机驱动装置,支承辊被装卡在上下顶尖之间并由下顶尖带动旋转。整体感应器即为炉体,外部由金属结构支承,内部感应线圈由水冷铜管制成。内表面粘贴隔热材料。
总之环形锻件整体感应加热淬火工艺有以下特点:
1.劳动条件好,便于自动控制。
2.中心部分温升不大,残余拉应力很小,可以不加中心通孔。
3.加热温度均匀,硬度均匀性可以达到的水平。
我们只做好锻件 环形锻件www.duanjian8.com

文章原创如需转载请注明永鑫生锻造厂提供!
上一篇:环形锻件双频连续的感应淬火 下一篇:环形锻件的锻后热处理



